A robot palletizing system automatically stacks boxes, bags, and bottles onto pallets, replacing one of the most repetitive jobs on the floor.
According to Future Market Insights, articulated robotic palletizers are projected to account for 39.2% of the robotic palletizers & depalletizers market in 2026. Modern robotic palletizing systems use smart sensors, precise motion control, and adaptive grippers to create stable, uniform pallets at higher speed and reliability than manual handling.
5 best robot palletizing systems for manufacturers in 2026: TL;DR
What is a robot palletizing system?
A robotic palletizing system is an automated solution that uses a robot arm with a gripper to pick up products (like boxes, sacks, or bottles) from a conveyor and stack them in a specific pattern onto a pallet.
The setup typically includes an infeed conveyor, a safety enclosure or sensors, and a central controller that manages speed, positioning, and sequencing.
Unlike semi-automatic palletizers that still rely on human input, robot palletizing systems work continuously once configured. They can adapt to varying product shapes, sizes, and weights, and advanced models integrate vision cameras or barcode readers to verify alignment and placement in real time.
This flexibility allows manufacturers to run mixed-SKU production lines efficiently, maintaining stacking accuracy and pallet stability even in high-throughput operations.
Top 5 robot palletizing systems for manufacturers in 2026
1. Standard Bots: Best for flexible to heavy industrial palletizing
Standard Bots covers flexible to heavy industrial palletizing with two six-axis robots: Core and Thor, which are built for fast deployment, high precision, and scalable cells. Because Standard Bots develops both its hardware and software in-house, Core and Thor deliver a tightly integrated, full-stack automation experience that simplifies setup and long-term support.
Standard Bots Core
.png)
Core is a precision-focused six-axis cobot built for factories that handle varied packaging tasks and quick product changeovers. Its compact footprint allows it to fit into tight production cells while still delivering industrial-grade accuracy.
The system’s 3D vision helps it detect and correct misaligned cases on the fly, keeping every layer uniform even during fast cycles.
Specs:
- Axes: 6
- Payload: 18 kilograms
- Reach (mm): 1,300
- Linear speed: Up to 3 m/s
- Repeatability (mm): ±0.025
Best for: Lines needing safe, low-maintenance palletizing with fast pattern changes.
Standard Bots Thor
.png)
Thor combines reinforced joints with adaptive torque sensing, giving it the strength to move large cases without losing precision. Its vision mapping adjusts to pallet height and position changes in real time, while automatic path optimization keeps throughput high across multiple pallet zones. The result is fast, stable stacking built for heavy-duty lines.
Specs:
- Axes: 6
- Payload: 30 kilograms
- Reach (mm): 2,000
- Linear speed: 4 m/s
- Repeatability (mm): ±0.025
- Protection rating (IP): IP69K
Best for: Large plants and DCs moving bulky or oversized packaging across several pallet positions.
2. ABB IRB 460: Best for high-speed palletizing
.png)
The ABB IRB 460 combines compact cell design with impressive cycle speeds, allowing manufacturers to move products from line to pallet in seconds. Its motion control system ensures smooth, precise stacking even when handling mixed case sizes or lightweight packaging materials.
Unlike older-generation palletizers, the IRB 460 uses ABB’s QuickMove and TrueMove technologies to maintain trajectory accuracy at top speeds. It’s especially useful for lines that run multiple SKUs per shift, since operators can switch stacking patterns directly through ABB’s intuitive RobotStudio interface without halting production.
Specs:
- Axes: 4
- Payload: 110 kilograms
- Reach (mm): 2,400
- Position repeatability (mm): ±0.2 / Path repeatability (mm): ±0.11
- Cycle rate: Up to 2,190 cycles per hour with a 60 kg load
Best for: High-speed packaging, beverage bottling, and food production lines where quick cycle times and reliable precision directly impact daily output.
3. Universal Robots UR20: Best for collaborative palletizing
.png)
The Universal Robots UR20 simplifies palletizing by combining long reach, precision, and safety in one compact design. The arm’s advanced motion algorithms allow smooth trajectories even at full extension, while its force sensors ensure gentle handling of delicate packaging.
Because of its lightweight frame, the UR20 can be mounted on carts or moved between lines, making it a practical choice for manufacturers running mixed production schedules. The PolyScope interface gives operators full control to change stacking patterns or case dimensions on the fly. No external programming needed.
Specs:
- Axes: 6
- Payload: 25 kilograms
- Reach (mm): 1,750
- Repeatability (mm): ±0.1
- Protection rating (IP): IP54
Best for: Manufacturers that need an easy-to-move collaborative robot for multi-line palletizing where safety, flexibility, and minimal downtime are priorities.
4. FANUC M-410iC/110: Best for heavy-duty palletizing
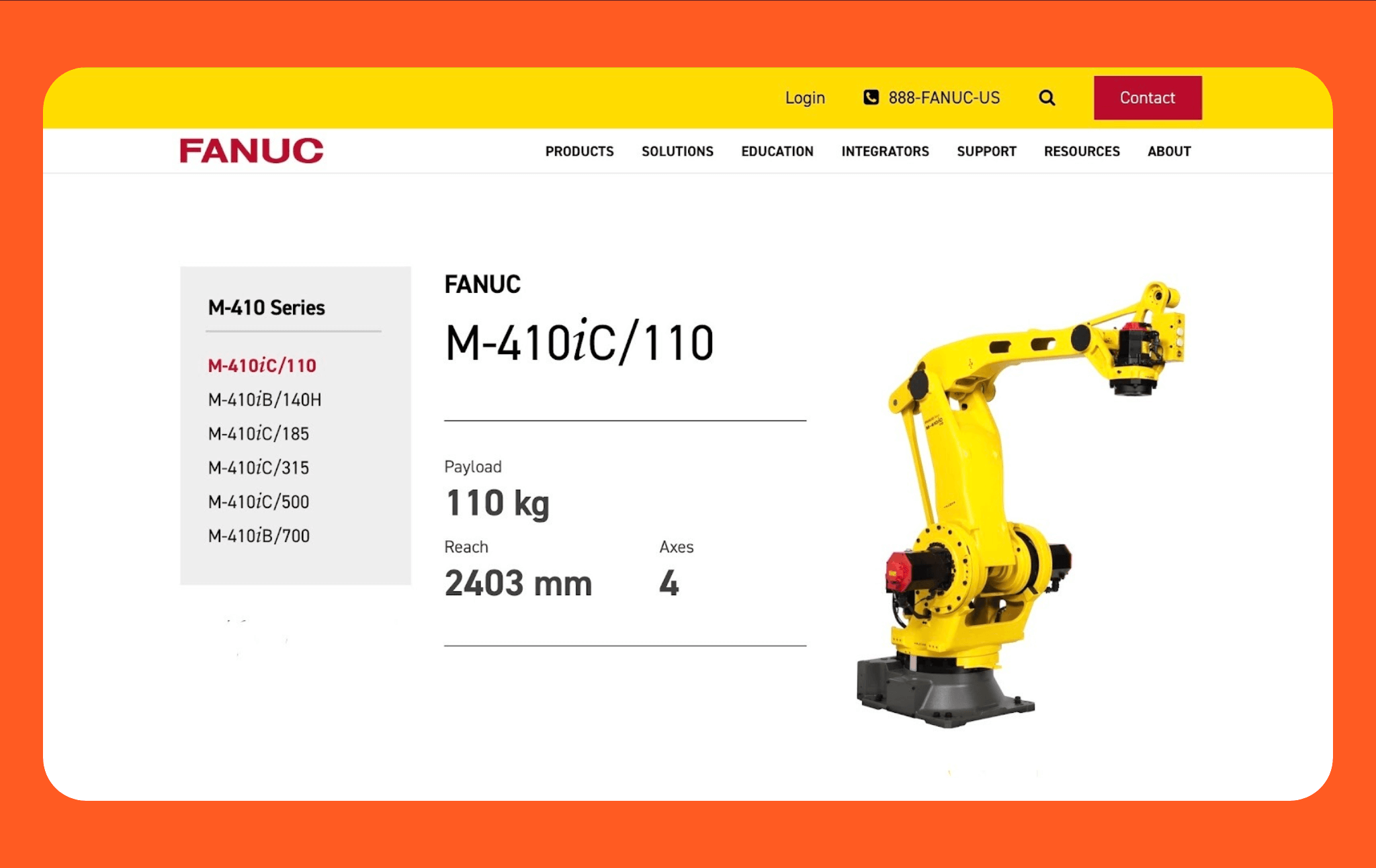
The FANUC M-410iC/110 is widely used in automotive, construction materials, and large-scale packaging plants that require both high payload capacity and continuous uptime. Its rigid arm structure minimizes vibration even at high speeds, ensuring each layer stays stable when stacking bulky or uneven products.
The M-410iC/110 uses FANUC’s R-30iB Plus controller, which enables optimized motion paths and smooth acceleration for reduced cycle time. It also supports intelligent vision tools that help the robot identify irregular shapes and align them accurately, improving both efficiency and load stability.
Specs:
- Axes: 4
- Payload: 110 kilograms
- Reach (mm): 2,403
- Repeatability (mm): ±0.05
- Cycle rate: Up to 2,200 cycles per hour
Best for: Heavy-duty palletizing in industries such as automotive, construction materials, and large-volume consumer goods where durability, payload strength, and continuous operation are essential.
5. Yaskawa Motoman PL190: Best for large-format pallets
.png)
The Yaskawa Motoman PL190 is a high-capacity robot that excels in logistics centers, warehouse depots, and bulk packaging operations that move oversized cases or heavy bags. Its long reach allows it to cover multiple pallets within a single work cell, reducing the need for extra hardware or conveyors.
The PL190’s servo-driven joints deliver smooth, controlled motion at high speeds, while Yaskawa’s Smart Pendant interface simplifies operation even for first-time users. It integrates easily with external vision or conveyor tracking systems, making it ideal for fast-moving warehouses that handle diverse pallet patterns.
Specs:
- Axes: 4
- Payload: 190 kilograms
- Horizontal reach (mm): 3,159 / Vertical reach (mm): 3,024
- Repeatability (mm): ±0.05
- Protection rating (IP): IP54 (body), IP67 (wrist)
Best for: Large palletizing zones, logistics, and distribution centers handling high-volume loads.
How robot palletizing systems work
Robot palletizing systems work by detecting, picking, orienting, and placing each item in a programmed layer pattern, then confirming placement before the next pick.
Step-by-step operation
- Detect: Sensors or vision cameras identify the incoming product position, shape, and orientation on the conveyor.
- Pick: The robotic arm uses a gripper such as a vacuum, a clamp, or a magnetic type to lift the item without damage.
- Orient: Motion software adjusts the item angle to match the programmed stacking layout.
- Place: The robot positions the item on the pallet in the correct layer sequence set in the control software.
- Confirm: Vision feedback or torque sensors check placement accuracy before the next pick.
Most robotic palletizing systems also include smart control software that optimizes movement paths to reduce travel distance and save energy. Features like 3D vision mapping and live trajectory correction improve precision and reduce misalignment.
Key performance indicators
- Cycle time: Measures how fast the robot completes one full pick and place. High-speed units can reach two to three seconds per cycle.
- Payload capacity: Defines the maximum weight the robot can handle, from 10 kg for cobots to more than 200 kg for industrial models.
- Repeatability: Reflects placement accuracy, often within ±0.05 mm on advanced systems.
Benefits of using robotic palletizing systems
Robotic palletizing systems improve accuracy, safety, and cost structure. They create uniform loads that reduce damage, cut repetitive lifting injuries, fit tight cells with modular layouts, and often pay back in one to three years through lower labor and scrap.
- Consistent stacking accuracy: Robots create uniform pallet loads with precision sensors and motion control software. This consistency prevents product damage during storage and transport, improving overall quality and reducing rework.
- Lower labor costs and safer operations: Automated palletizing reduces dependence on manual labor and eliminates repetitive lifting that leads to fatigue or injury. It also allows companies to redeploy workers to higher-value tasks.
- Compact cell footprint: A robot palletizing system requires less space than traditional mechanical palletizers. Its modular design makes it easier to integrate into existing production lines without structural changes.
- Faster return on investment: These systems operate continuously and often recover their cost in 1 to 3 years. Savings come from reduced labor expenses, improved uptime, and lower waste from handling errors.
- Easy scalability: New robots or grippers can be added as production grows. Flexible programming allows stacking of new products or pallet patterns without physical reconfiguration.
How much do robot palletizing systems cost
Robot palletizing systems in 2026 range from $25,000 to $100,000+, depending on payload, vision, conveyors, and safety. These price ranges represent typical system costs based on publicly reported data and vendor disclosures from 2024 to 2026.
Actual costs depend heavily on payload, reach, vision, integration complexity, safety requirements, and custom tooling.
The table below outlines typical price ranges and what each tier generally includes:
Several factors influence the total investment beyond the robot itself, including:
- Integration and setup: Installation, calibration, and layout customization often add 10 to 25% to the total cost.
- Tooling and end effectors: Specialized grippers or vacuum heads for fragile or irregular items can increase the price significantly.
- Conveyors and sensors: Additional conveyors, vision cameras, and barcode readers raise both accuracy and cost.
- Safety compliance: Guarding, interlocks, and safety scanners are mandatory in high-throughput environments and add to overall expense.
How to choose the right pallet robot system
Choose a pallet robot system by matching payload, reach, and product mix to your floor space and software needs. Start with the heaviest SKU and longest reach, then verify gripper fit, pattern flexibility, safety features, and vendor integration support.
- Evaluate payload and reach: Match the robot’s payload rating to the heaviest product handled on the line. For most small and mid-size operations, cobots with 10 to 20 kg capacity work well. Heavy industrial systems may need over 100 kg and a reach of 2 meters or more to cover multiple pallet zones.
- Assess product mix and stacking pattern: Consider the dimensions, materials, and weights of all SKUs. Some grippers handle uniform boxes efficiently, while others require vacuum or adaptive clamps for varied packaging. Flexible pattern software allows you to switch quickly between different product layouts.
- Check available floor space: Compact pallet robot systems are ideal when space is limited. Modular setups fit inside existing production areas without major reconstruction, while larger arms may need pedestal mounts or extended conveyors.
- Prioritize safety and ease of use: Choose robots with built-in sensors, collision detection, and visual safety indicators. No-code programming and touchscreen interfaces make training faster and minimize operator error.
- Consider integration and support: Select a vendor that offers end-to-end support, from layout design to commissioning. Integration with upstream conveyors, labeling, or wrapping stations reduces bottlenecks and boosts overall efficiency.
Implementation best practices
Successful deployment of a robot palletizing system depends on careful planning, testing, and operator training. Following a structured approach ensures smoother installation, faster ramp-up, and long-term reliability.
- Start with a site audit: Measure the available floor space, conveyor height, and pallet zones to confirm that the robot’s reach covers all required positions safely. Identifying physical constraints early helps avoid rework later.
- Map product dimensions and weights: Document every SKU that will be palletized, including weight, size, and packaging type. This data guides gripper selection and stacking pattern design for consistent performance.
- Simulate pallet layouts: Use 3D modeling or digital twin software to test different layer configurations. Simulation helps verify reach, clearance, and cycle time before live deployment.
- Validate the gripper design: Test the chosen gripper: vacuum, clamp, or mechanical on actual products to confirm it handles the load without slipping or damage.
- Train operators and technicians: Provide training on robot operation, pattern adjustment, and safety protocols. A basic understanding of calibration and maintenance minimizes downtime.
- Monitor performance data: Track key metrics like cycle time, uptime, and cases per hour. Analyzing this data over time reveals potential bottlenecks and areas for optimization.
- Scale gradually: Start with one production line and expand once the system runs reliably. Incremental scaling ensures smoother integration across facilities.
Summing up
As production demands continue to rise in 2026, investing in robotic palletizing is a practical step toward safer, faster, and more reliable operations.
Robot palletizing systems have moved from nice-to-have to essential for manufacturers facing labor shortages and rising throughput demands. Modern systems deliver consistent stacking accuracy, safer operations, and ROI within 18 to 36 months through reduced labor costs and minimized product damage.
With articulated robots commanding 39.2% market share and smart sensors enabling real-time adjustments, automated palletizing now handles everything from fragile packaging to 190 kg bulk loads, faster and more reliably than manual operations ever could.
Next steps with Standard Bots’ robotic solutions
Standard Bots Core and Thor are the perfect six-axis robot additions to any palletizing operation, combining precision, speed, and adaptability without the high cost of traditional industrial setups.
- Affordable and adaptable: Core lists at $37k and Thor at $49.5k, offering high precision palletizing at nearly half the cost of comparable industrial robots.
- Precision and power: With repeatability of ±0.025 millimeters, Core’s 18 kg payload and Thor’s 30 kg payload handle everything from small cartons to large bulk packaging.
- AI-driven simplicity: Equipped with advanced demonstration learning and real-time adaptation through Standard Bots' vertically integrated AI platform, Core and Thor integrate smoothly with conveyors and palletizing software for fully automated loading.
- Safety first design: Built-in machine vision and collision detection allow Core and Thor to operate safely beside workers, minimizing downtime and risk.
Schedule your on-site demo with our engineers today and see how Standard Bots Core or Thor can automate palletizing and improve efficiency in your production line.
FAQs
1. What is the difference between a robot palletizing system and a case palletizing robot?
The difference between a robot palletizing system and a case palletizing robot lies in their scope and configuration. A robot palletizing system includes the robot arm, gripper, conveyor, sensors, and control software that together handle pallet stacking. On the other hand, a case palletizing robot refers specifically to the robotic arm within that system.
2. How fast can robotic palletizing systems work?
The speed of robotic palletizing systems depends on the model, payload, and type of product being handled. Modern industrial arms can perform roughly 25 to 30 picks per minute. Collaborative palletizers tend to be slower, averaging 8 to 12 picks per minute, since they are designed for shared human environments.
3. Can a single robot handle multiple pallet types?
Yes, a single robot palletizing system can manage multiple pallet types and stacking patterns through software reprogramming. Most modern palletizing robots support digital pattern libraries, allowing operators to select different configurations directly from the control panel.
4. How safe are collaborative palletizing systems?
Collaborative palletizing systems are designed with advanced safety features that allow humans and robots to work side by side without cages. Built-in force sensors detect contact and immediately stop movement if resistance is felt. Safety-rated vision scanners create virtual zones around the robot, slowing or halting motion when someone enters its workspace.
5. What industries benefit most from palletizing robots
Industries that benefit most from palletizing robots are those that handle repetitive packaging or bulk material handling. This includes food and beverage, consumer goods, pharmaceuticals, automotive, and logistics.
brighter future

Join thousands of creators
receiving our weekly articles.