AI in manufacturing uses real-time data to adjust production, prevent failures, and improve quality.
Factory floors are turning into places where machines adjust on the fly; they don’t wait for instructions. It’s the difference between a worker who follows a checklist and one who spots problems before they happen.
From predicting machine maintenance to detecting defects invisible to the human eye, AI helps factories reduce downtime, minimize waste, and operate more safely, efficiently, and quickly than ever.
How AI in manufacturing works and why it matters
AI in manufacturing refers to the integration of artificial intelligence technologies, such as machine learning and computer vision, into industrial operations. In fact, AI in the manufacturing market will hit $155.04 billion by 2030, growing at 35.3% annually from 2026 to 2030.
Unlike traditional automation, which executes fixed instructions, AI systems learn from patterns in data to adapt, optimize, and improve over time. Machine learning in manufacturing enables equipment to predict failures before they happen, while deep learning models power vision systems that detect microscopic defects.
These technologies don’t work in isolation. They connect to existing platforms such as Manufacturing Execution Systems (MES), Enterprise Resource Planning (ERP), Supervisory Control and Data Acquisition (SCADA), and digital twins.
This integration allows AI to link raw machine data with supply chain inputs and operator feedback, turning it into actionable insights.
Data from sensors flows into AI models that generate insights and trigger actions. The loop is simple: data → model → insight → action. This shortens response times and stabilizes quality.
Benefits of AI in manufacturing
The benefits of AI in manufacturing include cost savings, higher productivity, better quality, and safer workplaces. By turning raw data into insights, AI helps factories act before problems occur, creating more efficient and reliable operations.
- Cost savings with predictive maintenance: AI models forecast when machines need attention, preventing sudden failures and unplanned downtime. This extends asset life and improves overall equipment effectiveness (OEE).
- Quality improvement through vision inspection: Deep learning systems catch microscopic flaws or assembly errors that human eyes often miss. This lowers scrap rates, ensures product consistency, and reduces costly rework.
- Higher productivity and throughput: AI scheduling balances workloads and cuts idle spindle time, so plants raise output without new machines.
- Energy efficiency and sustainability: AI monitors power use across lines, identifying waste and optimizing energy consumption. Factories cut costs while hitting sustainability goals.
- Safer and healthier workplaces: Cobots equipped with AI reduce physical strain on workers, while real-time monitoring systems flag unsafe conditions. This lowers injury risk and keeps operations compliant.
AI applications in manufacturing
AI applications in manufacturing include predictive maintenance, quality inspection with computer vision, supply chain forecasting, scheduling optimization, energy monitoring, generative design, robotics, digital twins, and worker augmentation.
Predictive maintenance
Predictive maintenance uses machine learning in manufacturing to analyze sensor data from motors, bearings, and other components. Instead of waiting for breakdowns, algorithms flag early signs of wear. This reduces unplanned downtime, extends asset life, and improves OEE.
Automotive plants, for example, save millions each year by preventing line stoppages. Unlike scheduled maintenance, which can still waste parts or labor, predictive maintenance ensures resources are used only when needed.
It’s one of the most common and cost-effective AI applications in manufacturing, especially for factories running 24/7 operations where every hour of uptime matters.
Quality inspection with computer vision
Artificial intelligence in manufacturing now powers advanced vision systems that detect tiny defects in products. High-resolution cameras feed images into deep learning models trained to identify cracks, misalignments, or incorrect assembly.
The inspection systems catch errors invisible to the human eye, cutting scrap and rework costs. Electronics and semiconductor factories rely heavily on this technology, where precision tolerances are measured in microns.
By combining vision with robotics, inspection becomes consistent across shifts. In addition to safeguarding product quality, it also strengthens brand reputation, since faulty goods rarely reach customers.
Supply chain forecasting and inventory management
Supply chain forecasting and inventory management are another major AI application area. Machine learning models track demand signals, supplier performance, and logistics data to improve forecasting. This prevents stockouts and overstocking, both of which erode margins.
For example, predictive analytics can suggest optimal reorder points and safety stock levels. AI also adjusts dynamically to disruptions, such as port delays or material shortages.
By integrating with ERP systems, manufacturers gain real-time visibility into inventory and demand. The result is smoother operations, reduced carrying costs, and faster response to market fluctuations.
Scheduling and process optimization
Scheduling and process optimization use AI to maximize throughput. Traditional planning often leaves gaps or bottlenecks that reduce productivity. In contrast, AI evaluates millions of scenarios quickly and produces schedules that maximize efficiency.
For high-mix, low-volume manufacturers, this means shorter lead times and less idle equipment. Process optimization also fine-tunes cycle times and task sequencing.
The payoff is higher productivity and on-time delivery. Both of these strengthen competitiveness in industries like aerospace and automotive, where precision scheduling is important.
Energy monitoring and sustainability
Energy monitoring and sustainability use AI to track energy consumption across machines and processes, identifying hidden waste. For example, AI can suggest running energy-intensive equipment during off-peak hours or shutting down idle assets automatically.
This lowers utility bills and helps hit sustainability targets. Companies also use AI-driven energy monitoring to comply with stricter environmental regulations.
The dual benefit is financial and reputational, as reduced operating costs and improved ESG scores matter to both customers and investors.
Generative design and product development
Generative design uses algorithms to explore thousands of design options within defined parameters like weight, strength, and cost.
Manufacturers input requirements, and AI generates innovative product geometries that humans might never consider. Aerospace firms, for example, use it to create lighter yet stronger parts, saving fuel and materials. This shortens development cycles and reduces prototyping costs.
By linking design directly with simulation, AI ensures that products are optimized from the start, leading to faster time-to-market and better performance.
Robotics and cobots
Robotics and cobots remain central to AI in manufacturing industry workflows. Cobots use AI and machine vision to adapt to changing environments. They can handle tasks like CNC tending, welding, or packaging while working safely alongside humans.
By combining robotics with AI, manufacturers gain flexible automation that suits high-mix production. Cobots are especially valuable for small and mid-sized factories that need automation without complex programming. They lower labor strain, boost consistency, and deliver strong ROI in repetitive or precision tasks.
Digital twins and simulation
Digital twins are virtual replicas of machines, lines, or plants that let teams test changes and optimize settings before touching hardware.
AI models feed simulations with real-time data, enabling predictive analysis and optimization. Manufacturers can test changes like adjusting throughput rates or adding new product lines without disrupting physical operations.
This lowers risk and accelerates decision-making. For example, an automotive plant can simulate a line expansion virtually before investing capital. Digital twins also enhance maintenance by forecasting wear across systems. They bridge physical and digital worlds for better planning and control.
Worker augmentation with AI
Worker augmentation with AI highlights how AI in manufacturing enhances human performance rather than replacing it. Augmented reality headsets, guided by AI, provide real-time instructions during assembly or maintenance. This reduces training time and minimizes errors.
Wearables track ergonomics and flag unsafe movements, helping prevent injuries. Voice assistants integrated into shop-floor systems allow operators to call up data hands-free. These technologies improve productivity while making jobs safer and less physically demanding.
Worker augmentation strengthens collaboration between people and machines, ensuring both contribute to higher efficiency.
Implementation roadmap for AI in manufacturing
The implementation roadmap for AI in manufacturing is best approached in phases, moving from controlled experiments to enterprise-wide adoption. This structured path helps minimize risk, build confidence, and deliver measurable results at every stage.
Phase 1: Pilot project
The first step is to run a pilot project targeting a single, high-impact use case. Popular starting points include predictive maintenance for important machines or quality inspection using computer vision. At this stage, manufacturers focus on collecting clean, reliable data and training initial AI models.
The pilot should have a clear success metric, such as reducing downtime by 10% or lowering defect rates by 5% to prove value. A successful pilot creates the internal momentum needed for broader deployment.
Phase 2: Deployment on a single line
After the pilot proves ROI, deploy AI on a full production line and integrate it with MES, ERP, and SCADA. This phase also introduces change management, since operators and supervisors begin interacting with AI tools daily.
Workforce training becomes important here. Staff need to understand how AI-driven insights connect to their tasks, whether it’s scheduling, machine adjustments, or inspection routines. Strong communication helps prevent resistance and ensures adoption.
Phase 3: Scaling across multiple sites
Scaling AI across multiple lines or sites requires standardized processes and strong infrastructure. Manufacturers often build internal AI centers of excellence or partner with integrators to oversee governance and model monitoring.
Data silos must be broken down so AI systems can draw from consistent, centralized datasets. At this stage, companies move from isolated wins to enterprise-wide transformation, applying AI to supply chain forecasting, energy management, and digital twins.
Global manufacturers also use this phase to ensure consistency across plants in different regions.
Best practices and common pitfalls
- Choose open AI tools for integration: Select AI tools that offer open APIs to ensure smooth integration with existing or legacy systems.
- Involve operators and engineers early: Build trust and create practical feedback loops by engaging teams from the start.
- Monitor model accuracy and drift: Establish protocols to track AI performance regularly since accuracy can degrade over time if unchecked.
- Avoid skipping pilots and rushing deployments: Test small-scale pilots first to uncover challenges before scaling.
- Invest in clean, labeled data and cybersecurity: Poor data quality and weak security are common pitfalls. AI systems linked to industrial networks expand the attack surface, so safety protocols and audits are essential.
- Set realistic expectations and measurable KPIs: Align goals to metrics like OEE, scrap rate, or energy savings to avoid overpromising ROI.
Avoiding these pitfalls ensures AI programs deliver sustainable, long-term impact rather than short-lived experiments.
Challenges and risks of AI in manufacturing
While AI brings measurable gains, manufacturers face four main hurdles: poor data quality, workforce skill gaps, cybersecurity vulnerabilities, and unrealistic ROI expectations.
- Data quality and integration silos: Factories often run on legacy systems that generate incomplete or inconsistent data. When MES, ERP, and SCADA systems don’t connect, AI models struggle to deliver accurate insights.
- Skill gaps in the workforce: AI in manufacturing requires more than just algorithms. It needs people who understand them. Many plants lack in-house expertise in machine learning and data science.
- Cybersecurity and safety concerns: AI systems expand the attack surface of industrial networks, so a breach could halt production or manipulate outputs. There’s also the risk of unsafe machine actions if algorithms misinterpret data.
- Unrealistic ROI expectations: AI is often marketed as an instant game-changer, but results take time. ROI depends on clean data, proper scaling, and monitoring. Overpromising can erode trust and stall projects.
The future of AI in manufacturing
The future of AI in manufacturing centers on self-optimizing factories driven by generative AI, autonomous agents, federated learning, and rapid adoption across mid-sized plants.
- Generative AI synthesizes processes: Generative AI will move beyond product design into process optimization. Algorithms will simulate thousands of manufacturing workflows, finding the most efficient setups for speed, cost, and quality before implementation.
- AI agents for self-optimizing factories: Instead of static automation, factories will run with AI agents that monitor data continuously and adjust production in real time. These agents can reroute jobs, tune machine parameters, or balance energy loads without human input.
- Federated learning for data privacy: Manufacturers are cautious about sharing data across partners and geographies. Federated learning allows AI models to learn collectively without transferring sensitive data, preserving privacy while boosting accuracy.
- Global adoption trends in 2026: AI in the manufacturing industry is spreading quickly. Analysts expect double-digit growth as more mid-sized plants adopt AI for predictive maintenance, scheduling, and digital twins. Regions with strong industrial bases like North America, Europe, and Asia are leading this adoption wave.
Case studies of AI in manufacturing
Case studies of AI in manufacturing show how companies use artificial intelligence to improve efficiency, reliability, and accessibility.
BMW and predictive maintenance
BMW has invested heavily in artificial intelligence in manufacturing to improve equipment reliability. In its plants, sensors on important machines feed data into machine learning models that forecast wear and failure points.
BMW uses AI-driven predictive maintenance on conveyor systems to prevent unplanned stoppages and reduce maintenance costs.
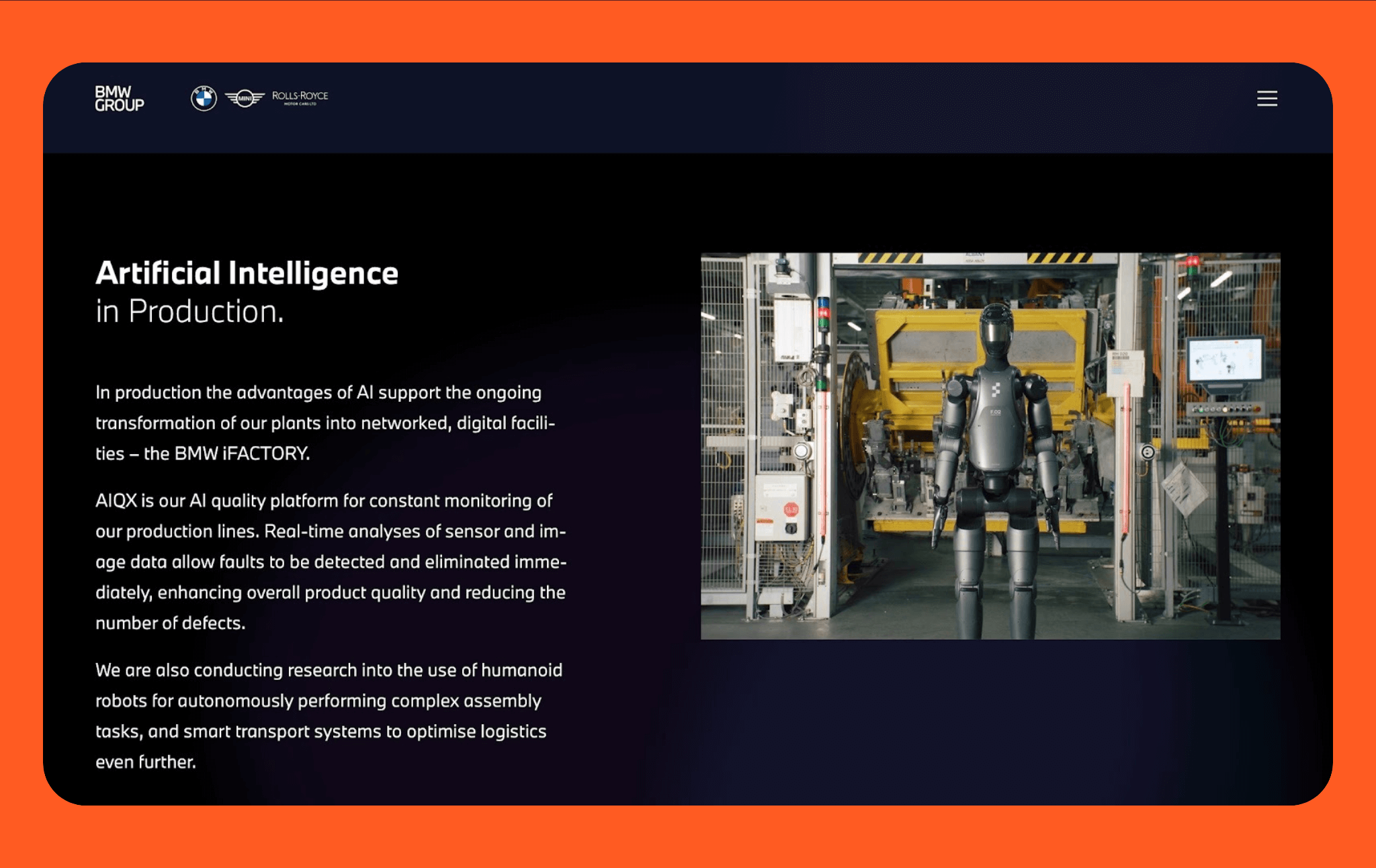
Instead of halting entire production lines due to unexpected breakdowns, BMW schedules repairs proactively. The result is higher throughput, longer machine life, and more consistent delivery to customers.
This case highlights how AI in manufacturing industry operations goes beyond cost savings. It directly improves production stability and competitiveness.
Standard Bots Core and Thor
Standard Bots Core and Thor bring affordable AI manufacturing to smaller shops. Core is a six-axis cobot with built-in vision and AI-driven control, while Thor is designed for heavier payloads and advanced automation.
.png)
Standard Bots’ robots are engineered to integrate quickly with CNCs, welding cells, and packaging lines. By combining AI-powered safety, no-code programming, and precision repeatability, these robots lower barriers for factories without large automation budgets.
Shops can deploy them in days rather than months, cutting costs and improving ROI. This demonstrates how AI applications in manufacturing are becoming accessible not only to global enterprises but also to mid-sized and local manufacturers.
Summing up
Factories now use intelligent systems to predict issues, tune processes, and work alongside people. The results are already visible: lower costs, higher quality, safer environments, and faster response to shifting demand.
Yes, challenges remain, but companies that start small, prove value with pilots, and expand carefully are already seeing solid returns. Artificial intelligence in manufacturing is a tool driving performance today, and the manufacturers that embrace it now will set the standard for efficiency and resilience in the years to come.
Next steps with Standard Bots’ robotic solutions
Looking to upgrade your automation game? Standard Bots Thor is built for big jobs, while Core is the perfect six-axis cobot addition to any automated operation, delivering unbeatable throughput and flexibility.
- Affordable and adaptable: Core costs $37k. Thor lists at $49.5k. Get high-precision automation at half the cost of comparable robots.
- Perfected precision: With a repeatability of ±0.025 mm, both Core and Thor handle even the most delicate tasks.
- Real collaborative power: Core’s 18 kg payload conquers demanding palletizing jobs, and Thor's 30 kg payload crushes heavy-duty operations.
- AI-driven simplicity: Equipped with advanced demonstration learning and real-time adaptation through Standard Bots' vertically integrated AI platform, Core and Thor integrate smoothly with manufacturing operations for flexible automation.
- Safety-first design: Machine vision and collision detection mean Core and Thor work safely alongside human operators.
Schedule your on-site demo with our engineers today and see how Standard Bots Core and Thor can bring AI-powered greatness to your shop floor.
FAQs
1. What’s the difference between AI and machine learning in manufacturing?
AI and machine learning in manufacturing work together, but they differ in scope. AI covers all intelligent decision-making systems, while machine learning focuses on training algorithms to detect patterns and improve over time. Both power predictive maintenance, inspection, and smart automation.
2. How much data do I need to get started with AI in manufacturing?
AI in manufacturing needs clean, varied data to perform accurately. Predictive maintenance requires months of sensor readings, while vision inspection needs thousands of labeled images. The more diverse and high-quality the data, the better the AI’s reliability.
3. What’s the ROI timeline for AI projects in manufacturing?
AI in manufacturing typically shows ROI in 12 to 24 months. Quick wins like AI vision inspection or predictive maintenance yield results sooner, while large-scale deployments such as digital twins or AI forecasting take longer due to integration needs.
4. Can AI fully replace human operators in manufacturing?
AI cannot fully replace human operators in manufacturing because the industry still relies on human judgment, adaptability, and safety oversight. AI handles repetitive, data-heavy work, while people manage creative and critical decisions.
5. How is AI different from traditional automation in manufacturing?
AI is different from traditional automation in manufacturing because it learns and adapts instead of following fixed instructions. It analyzes real-time data, detects new patterns, and improves efficiency beyond what static automation can achieve. For example, a traditional vision system can only detect pre-defined defects, while an AI-powered industrial robot can recognize new defect types it hasn’t seen before.
brighter future

Join thousands of creators
receiving our weekly articles.