A machine vision system combines cameras, lighting, and software to let robots interpret their surroundings and act with precision.
In robotics, vision upgrades a machine from a fixed arm into a tool that can inspect products, correct errors, and adapt to variations on the fly.
Assembly lines are already catching defects smaller than a human hair. Packaging robots sort through mixed products without missing a beat, and collaborative robots work shoulder-to-shoulder with people while staying perfectly safe.
As manufacturers push for zero-defect quality and razor-thin margins, machine vision systems have become the difference between keeping up and getting left behind.
What is a machine vision system?
Machine vision is a technology that gives machines “eyes” by using cameras, lighting, and software to capture and analyze visual information. It allows machines to perceive, interpret, and act on the world around them.
Machine vision is often confused with computer vision, but the difference lies in focus. Computer vision is a broad field applied in areas like self-driving cars, while machine vision is designed for industrial and robotics tasks where speed and reliability matter most.
In robotics, a machine vision system enables inspection, alignment, guidance, and dynamic adaptation, allowing robots to respond intelligently instead of repeating fixed motions.
How machine vision works
A machine vision system works by capturing images, processing them, and sending feedback to robots or controllers so they can act in real time. This closed loop allows automation to move from rigid, preprogrammed steps to adaptive, vision-guided actions.
- Image capture: Image capture starts with cameras. Lenses control magnification and focus, while lighting reduces shadows and glare. Additional sensors can measure depth, position, or motion to improve accuracy, especially when the robot or object is moving quickly.
- Image processing: Rule-based algorithms check for straightforward conditions, such as the presence of a label or correct dimensions. More advanced setups use AI and deep learning models to recognize complex patterns, classify parts, or detect subtle defects that would be missed by traditional methods.
- Integration and feedback: Integration and feedback link the vision system to the robot’s controller or the larger automation network.
- The processed data provides real-time guidance: adjusting a robot’s grip on a misaligned part, rejecting a defective product, or correcting a weld path.
Role of the machine vision system in robotics
Machine vision systems give robots the ability to inspect, guide, and adapt their actions based on real-world conditions. Without vision, robots rely only on fixed coordinates, which limits flexibility when parts are misaligned or variations occur on the line.
- Real-time feedback solves this problem: A robotic arm on a production line can use vision to detect if a component is slightly off-center and adjust its grip before placement. In welding applications, vision systems guide robots along seams with high precision, correcting their path in real time.
- Electronics manufacturing shows proven results: Vision-equipped robots inspect printed circuit boards (PCBs) and detect micro-defects early. This reduces defect rates and prevents costly rework downstream.
- Packaging applications ensure quality control: Vision systems verify that labels, barcodes, and seals are correctly applied before products reach shipping. This catches errors that would otherwise result in customer complaints or returns.
- Enhanced flexibility drives adoption: When paired with robots, machine vision enables production lines to handle part variations, adapt to frequent changeovers, and maintain consistent quality across long shifts. Fixed automation simply cannot match this adaptability.
Benefits of machine vision systems in robotics
The benefits of a machine vision system in robotics extend across quality, efficiency, safety, and adaptability. Together, they make vision one of the most powerful upgrades for modern automation.
- Higher accuracy: Vision-guided robots detect subtle flaws such as scratches, misalignments, or missing components that are easy to overlook manually. This reduces scrap rates and ensures that only products meeting quality standards move forward.
- Increased speed: Unlike human inspectors, robots with vision systems can examine hundreds of parts per minute. This continuous operation keeps production flowing smoothly and supports higher throughput without bottlenecks.
- Greater safety: Many inspection tasks involve hazardous conditions, such as working near sharp edges, high heat, or heavy machinery. Machine vision allows robots to handle these checks, minimizing the risk of worker injuries.
- Consistency over time: Human performance can dip during long shifts, but robots maintain the same inspection quality for hours or days. This leads to more reliable outcomes and fewer quality fluctuations.
- Flexibility in production: Vision makes robots adaptable. A single robot can handle products of different sizes, shapes, or orientations, making it easier to manage frequent design changes and mixed production lines without costly reprogramming.
Challenges and what to consider before implementation
The challenges of implementing a machine vision system in robotics mainly come from hardware choices, integration complexity, and long-term maintenance. Before investing, manufacturers need to account for the following considerations:
- Hardware costs and selection: Choosing the right cameras, lenses, and lighting is critical. A poorly matched setup can lead to false readings or missed defects, which adds cost and delays. High-resolution 3D systems can be expensive, and over-specifying equipment may reduce ROI.
- Quality of training data: For AI-based vision, strong datasets are required to train models. If the data is limited or unrepresentative, the system will produce inaccurate results and require constant retraining.
- Integration challenges: Machine vision must align with robotic kinematics and production flow. Issues like reflections, shadows, and motion blur can disrupt accuracy, especially in fast-moving lines. Calibration between vision and robot arms is an ongoing task.
- Latency and processing trade-offs: Real-time inspection demands low processing delays. Higher accuracy often requires heavier computation, which can slow down feedback and reduce line speed unless balanced carefully.
- Maintenance and updates: Vision systems require periodic calibration, software updates, and hardware servicing. Without regular upkeep, accuracy degrades over time, leading to higher error rates.
Cost and ROI of machine vision systems
The cost of a machine vision system depends on its complexity, hardware, and level of integration with robotics.
- Entry-level 2D systems start around $3,000 to $5,000
- Mid-range 2D systems cost $5,000 to $20,000
- Advanced 3D or AI-enabled systems commonly exceed $50,000 and can reach $100,000+, depending on cameras, optics, and integration
Most installations recover their costs within 12 to 24 months through higher throughput, reduced scrap, and labor savings.
Robotics-integrated systems typically fall on the higher end because they require calibration, custom software, and specialized lighting.
Key cost elements
- Hardware: Cameras, lenses, sensors, lighting units
- Software: Image processing algorithms, AI models, and licensing
- Training: Building and maintaining datasets for AI-based inspection
- Maintenance: Regular calibration, updates, and hardware servicing
- Integration: Setup, calibration, and compatibility with robotic controllers
ROI is typically achieved within 12 to 24 months, with manufacturing applications often seeing payback in 6 to 18 months. Savings come from fewer defective products, reduced rework, less manual inspection labor, and faster throughput.
For example, a vision system that reduces scrap by just 2% in a high-volume electronics line can save hundreds of thousands of dollars annually. Manufacturers also gain indirect ROI through fewer recalls and stronger product consistency.
How to choose the right machine vision system
Choosing the right machine vision system requires balancing technical specifications with integration needs. A clear checklist helps ensure the system fits both the robotics platform and the production environment.
Key factors to consider:
- Resolution and frame rate: Match the camera’s capabilities to the size and speed of the parts being inspected. Small defects require higher resolution, while fast-moving lines demand higher frame rates.
- Lighting setup: Ensure the lighting is suited to the surface material. Shiny, reflective, or transparent parts may require more advanced lighting control.
- Software capabilities: Decide between rule-based systems for simple checks or AI-driven systems for complex recognition. Confirm whether the software supports future scalability.
- Latency and processing speed: Evaluate whether the system can deliver real-time decisions without slowing down the line. Edge processing is often preferred for low-latency applications.
- Robot compatibility: Confirm that the vision system integrates with your robot’s controller, motion planner, and field of view. Consider whether the system will be fixed-mounted, robot-mounted, or mobile.
- Scalability and support: Choose a vendor that offers technical support, software updates, and the ability to expand the system as production needs change.
Future trends in machine vision for robotics
The future trends in machine vision for robotics point toward faster, smarter, and more adaptable systems that reduce reliance on preprogramming. These developments will make automation more flexible and accessible across industries.
- Edge AI and real-time inference: Processing directly on the device reduces latency and avoids bandwidth limits. This enables immediate decision-making on the factory floor.
- Multi-camera and depth systems: Stereo vision, 3D sensors, and hyperspectral imaging will allow robots to perceive depth, materials, and even surface composition with greater accuracy.
- Self-learning vision systems: Instead of depending on fixed datasets, newer systems can adapt over time by learning from production variations. This improves performance without constant retraining.
- Safer human-robot collaboration: Cobots equipped with advanced vision will work more safely alongside people. This detects motion and adjusts paths instantly to avoid accidents.
- Integration with IoT and predictive maintenance: Vision systems will connect with broader factory networks to monitor wear, detect anomalies, and predict failures before they cause downtime.
Real-life examples of machine vision systems in robotics
Real-life examples of machine vision systems in robotics show how vision enables accuracy, speed, and adaptability in different industries.
Electronics manufacturing
In PCB assembly, robots with machine vision inspect solder joints, chip alignment, and missing components.
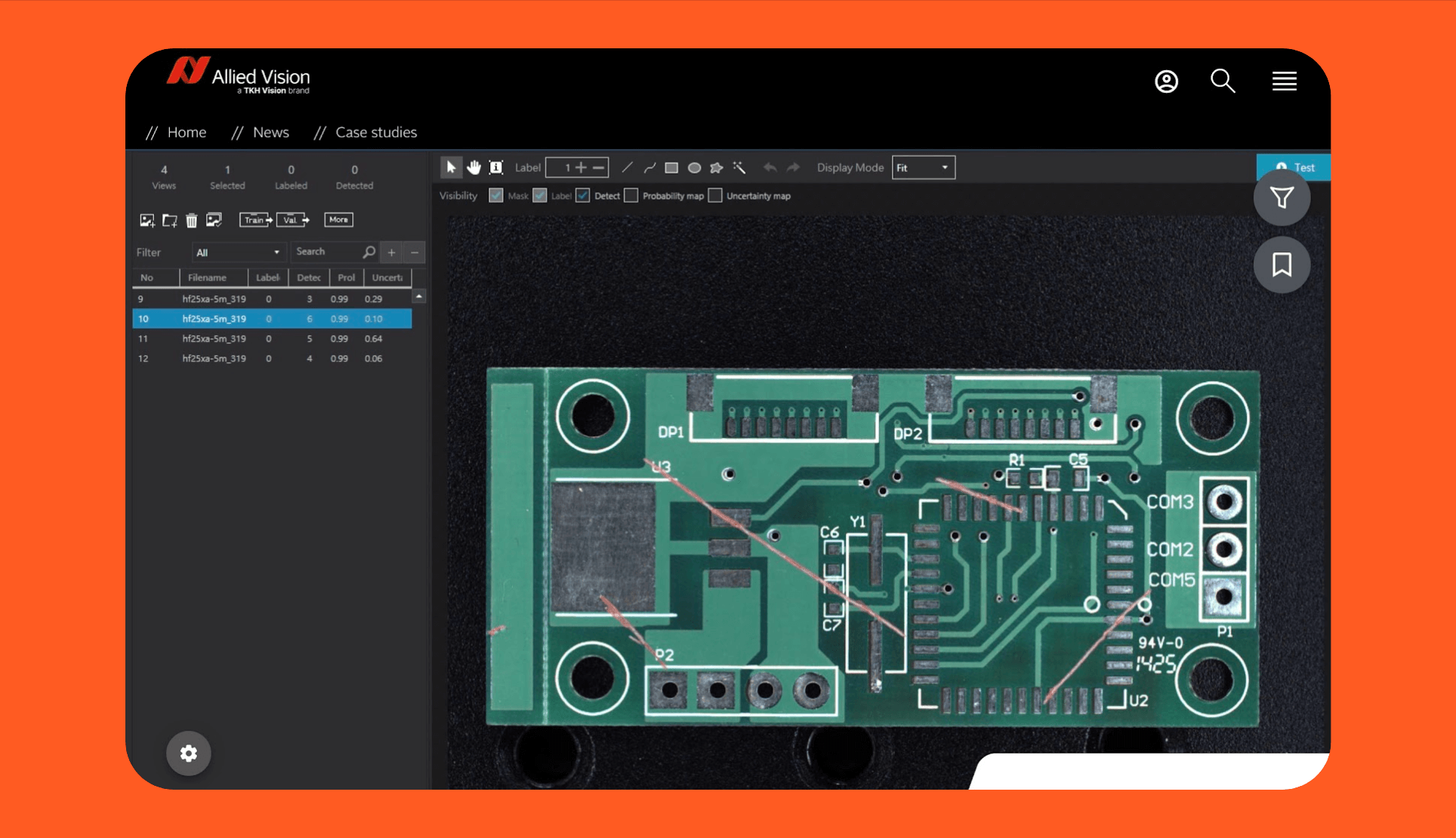
Allied Vision’s Manta G-032C enables AI-based AOI that reduces manual rechecks and supports real-time inspection. The Manta G-032C runs at up to 80 frames per second, enabling in-line inspection at production speed.
Automotive production
Automotive plants rely on vision-guided robots to inspect weld seams and finishes. Vitronic’s VIRO WSI scans every weld seam on EV battery frames using laser triangulation and 3D imaging, detects irregularities in real time, and supports fast rework decisions.
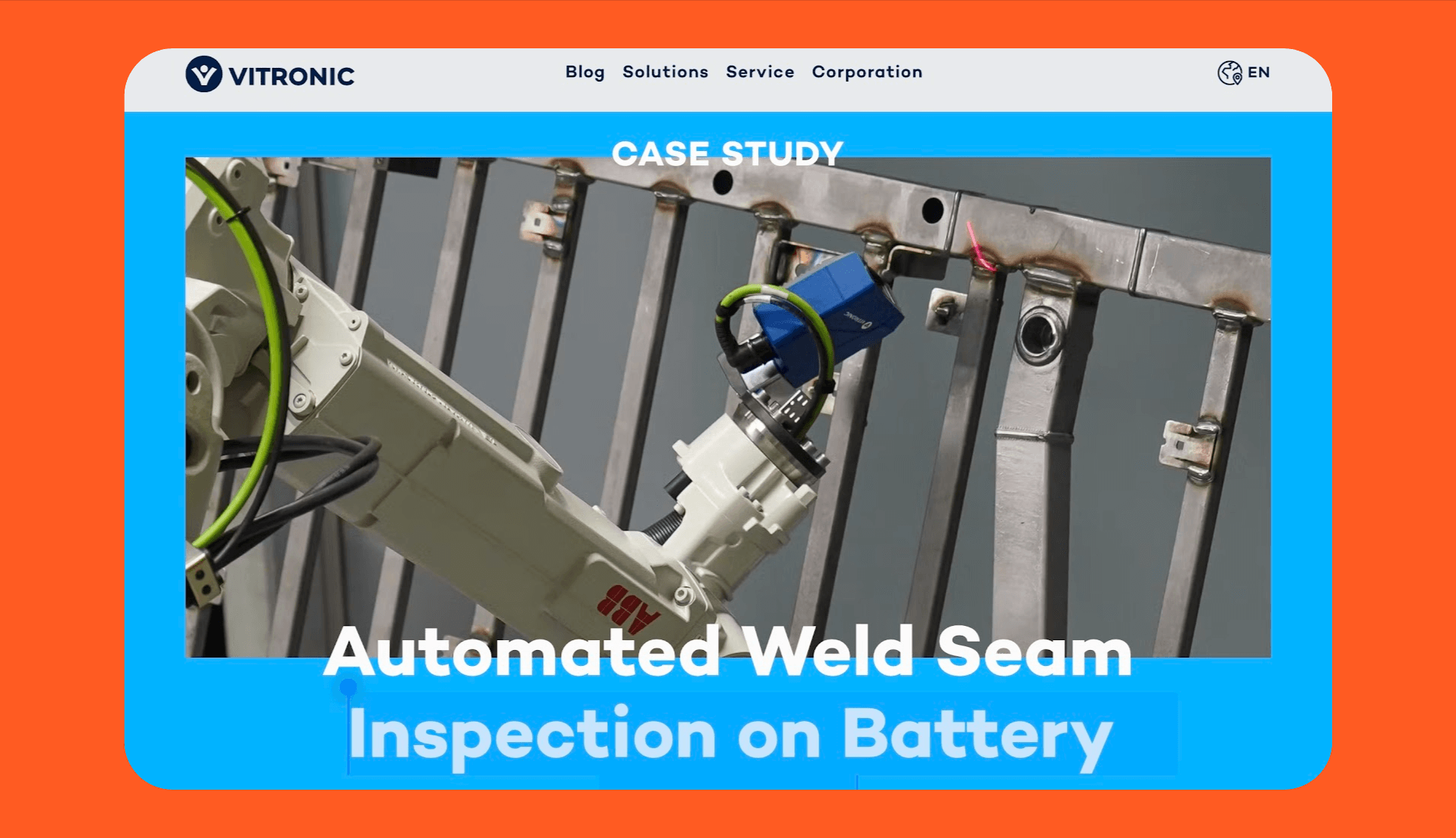
Robots can detect pores, cracks, or missing welds immediately and adjust their paths before the part leaves the welding cell. Paint inspection systems also use vision to identify uneven coating, dust, or surface scratches, ensuring vehicles meet cosmetic and safety standards.
Packaging operations
On fast-moving packaging lines, machine vision ensures seals, barcodes, and labels meet standards. A study on glass ampoule packaging found that reflective glare led to false rejection rates as high as 45%.
By reconfiguring the lighting setup, detection accuracy improved to 99.6% and false positives dropped to just 7%, preventing large volumes of good units from being scrapped.
Vision also enables robots to verify tamper-evident seals and confirm that expiration dates are printed correctly, which helps prevent compliance issues and costly recalls. Combined with high-speed conveyors, these systems keep inspection continuous without creating bottlenecks.
Final thoughts
Machine vision systems have become the bridge between mechanical automation and intelligent decision-making. By combining cameras, lighting, and software, they allow robots to inspect, align, and adapt instead of repeating fixed motions.
Their impact is clear across industries. Electronics lines reduce micro-defects, automakers achieve flawless welds, and packaging plants cut waste from faulty seals or labels. The result is higher accuracy, consistent quality, and safer, faster operations.
Looking ahead, advances in AI, edge processing, and collaborative robotics will make vision even more central to automation. For any manufacturer aiming to improve efficiency and flexibility, machine vision is a core requirement.
Next steps with Standard Bots’ robotic solutions
Looking to upgrade your automation game? Standard Bots Thor is built for big jobs, while Core is the perfect six-axis cobot addition to any automated operation, delivering unbeatable throughput and flexibility.
- Affordable and adaptable: Core costs $37K. Thor lists at $49.5K. Get high-precision automation at half the cost of comparable robots.
- Perfected precision: With a repeatability of ±0.025 mm, both Core and Thor handle even the most delicate tasks.
- Real collaborative power: Core’s 18 kg payload conquers demanding palletizing jobs, and Thor's 30 kg payload crushes heavy-duty operations.
- AI-driven simplicity: Equipped with AI capabilities on par with GPT-4, Core and Thor integrate smoothly with manufacturing operations for advanced automation.
- Safety-first design: Machine vision and collision detection mean Core and Thor work safely alongside human operators.
Schedule your on-site demo with our engineers today and see how Standard Bots Core and Thor can bring AI-powered greatness to your shop floor.
FAQs
1. What is the difference between a machine vision system and computer vision?
The difference between a machine vision system and computer vision is that machine vision is built for industrial and robotics use, whereas computer vision is a broader field applied across many domains. Machine vision focuses on speed, reliability, and real-time decision-making on production lines, whereas computer vision powers applications like facial recognition, medical imaging, and autonomous vehicles.
2. What types of defects can machine vision detect?
Machine vision systems can detect surface scratches, dents, missing parts, misaligned components, poor welds, and faulty seals. In electronics, they identify microscopic soldering errors and missing chips, whereas in automotive production, they find weld cracks and paint defects. AI-driven systems can also detect complex issues like irregular shapes and subtle surface flaws.
3. What are typical costs and ROI for machine vision systems?
Typical costs for machine vision systems range from $5,000 for basic 2D setups to over $100,000 for advanced 3D or AI-driven systems. ROI is often realized in 12 to 24 months through reduced scrap, fewer defects, and less manual inspection labor. In high-volume production, even a 2% defect reduction can save hundreds of thousands of dollars annually.
4. What challenges do factories face when integrating vision systems with robots?
Factories face challenges with hardware selection, environmental conditions, and system calibration when integrating vision systems with robots. Issues like glare, dust, vibration, and choosing incorrect cameras or lighting can cause false rejects or missed defects. Integrating vision with robotic controllers requires careful planning to avoid latency, and AI-based systems need large datasets that can be time-consuming to build.
5. How do you maintain and calibrate a machine vision system?
You maintain and calibrate a machine vision system by performing regular checks on cameras, lenses, and lighting units to prevent dust, smudges, or intensity drops that affect accuracy. Calibration keeps the vision system aligned with robotic movements, ensuring consistent performance in changing environments. Most factories schedule calibration routines weekly or monthly using built-in software tools that alert operators when misalignment occurs.
6. How does machine vision improve safety in robotics?
Machine vision improves safety in robotics by enabling robots to detect people, obstacles, and unexpected environmental changes. Collaborative robots use vision to slow or stop movement if a person enters their work area, reducing collision risks. Vision also allows robots to perform dangerous inspections in place of workers, such as checking welds in high-heat zones or scanning sharp components.
brighter future

Join thousands of creators
receiving our weekly articles.