Manufacturers scaling shipping output without adding headcount consistently see automation gains first in palletizing operations. This guide explains what a palletizer is, the different types, and their measurable benefits.
What is a palletizer?
A palletizer is a machine that stacks products onto pallets. Instead of workers lifting and arranging boxes all day, the machine handles it. Palletizers work with boxes, bags, bottles, and just about anything else that needs to go on a pallet. The result is a stable load that's ready to move.
Quick note on pallets: A pallet is a flat platform used to stack and transport goods. Forklifts and pallet jacks slide underneath to lift and move everything stacked on top. Some pallets are plastic, steel, or even paper, depending on the industry.
How palletizing systems work
Every palletizing system follows the same basic steps, even if the hardware looks different.
- Products enter the system: Items arrive on a conveyor belt. Sensors check the size, shape, and position of each product. The system aligns everything before stacking starts.
- The machine follows a pattern: Once products are lined up, the palletizer follows a programmed stacking pattern. Each layer gets built according to specific coordinates. This creates a stable load and uses pallet space efficiently.
- Different grippers handle different products: The machine uses different tools depending on what it's handling. Vacuum grippers work for boxes and cartons. Clamp-style tools secure heavy or oddly shaped packages. Custom mechanical fingers handle specialty goods.
- Everything moves in sync: The robotic arm or mechanical lift follows a calculated path, timed perfectly with the conveyor speed to avoid collisions and keep things moving.
- Safety systems watch everything: Safety scanners, limit switches, and vision sensors prevent accidents. If a product is misaligned or missing, the system pauses or adjusts automatically.
Types of palletizers
There are four main types of palletizing systems:
- Conventional mechanical systems
- Robotic palletizers
- Collaborative palletizers
- Hybrid high-speed models
This table compares system types by operation, application, and performance characteristics:
Benefits of using a palletizer
The main benefits of using a palletizer and palletizing automation:
- Better stacking quality: Each load is built to exact specs. This means stable transport and fewer damaged products.
- Higher output: A palletizer runs continuously. No breaks, no slowdowns. This keeps production moving and reduces idle time.
- Lower labor costs: Manual pallet loading is challenging work. Automation cuts labor strain, reduces errors, and lets workers focus on higher-value tasks like quality control.
- Safer workplace: Repeated lifting of heavy boxes can cause back and joint injuries. A palletizer handles the lifting, improving workplace safety and reducing workers' compensation costs.
- More flexibility: Advanced palletizers adjust quickly to new product sizes or stacking patterns. You don't need extensive reprogramming when products change.
- Fast payback: Most operations see return on investment within a few years. The strongest ROI drivers include labor reduction, improved stacking consistency, and lower product damage rates.
What do palletizers cost?
Palletizer prices range from about $50,000 to over $500,000. The cost depends on the type, payload capacity, and how much integration you need.
Cobot palletizing robots, such as Standard Bots Core and Thor, list in the $37,000 to $50,000 range for the robot itself. They handle both light and heavy loads with ±0.025 mm repeatability.
Mid-tier robotic palletizing systems often fall in the six-figure range, depending on speed, payload, and integration.
Fully integrated high-speed palletizing lines can reach the high six figures, especially in food and beverage operations.
Key cost factors include:
- Payload and speed: Heavier or faster palletizers require stronger actuators, servo motors, and reinforced frames.
- Integration scope: Adding conveyors, pallet dispensers, and wrapping stations increases cost and setup time.
- End-of-arm tooling: Custom vacuum or clamp-style grippers for irregular shapes add precision but raise total cost.
- Software and controls: Advanced vision or AI-based pattern planning adds flexibility and shortens changeovers.
- Safety and compliance: Light curtains, scanners, and guarding are essential for safe human-robot interaction and regulatory compliance.
How to choose the right palletizer
Pick the palletizer that matches your product mix, throughput goals, floor space, and integration needs.
Follow these guidelines:
- Match your throughput and volume: Calculate how many units you need stacked per hour. Low-speed operations can use a single cobot. High-speed packaging lines need multi-axis robotic systems or mechanical palletizers.
- Check weight limits: Cobots typically handle loads under 30 kg. Heavy industrial palletizers tackle heavier loads. Verify both weight capacity and reach to ensure safe stacking at full pallet height.
- Consider product variety: If your products vary in shape or packaging, look for adjustable grippers and programmable stacking patterns. Systems with vision guidance handle irregular cartons, bags, or containers without extensive setup.
- Think about changeover frequency: Do you switch products often? Prioritize easy reconfiguration. Modern palletizing robots with no-code software can switch between products in minutes instead of hours.
- Don't skip safety features: Area scanners, light curtains, and speed-limiting modes are essential for human-robot collaboration. Compliance with ISO 10218 and ANSI/A3 R15.06 helps ensure operator safety and smoother audits.
Common challenges and how to fix them
Standard palletizer deployment challenges include:
- Mixed or irregular product handling: A single stacking pattern won't work for everything. Use adjustable grippers, dynamic vision guidance, and flexible pattern libraries to handle different packaging types.
- Safety and regulatory compliance: Every palletizer must meet ISO 10218 and ANSI/RIA R15.06 standards. Many facilities underestimate how much clearance space or guarding they'll need. Complete the full planning process before installation begins.
- Preventive maintenance and downtime: Dust buildup, loose belts, or worn-out grippers can stop production unexpectedly. Weekly inspections and cycle data logging catch issues before they cause problems.
- Workforce training: Without proper training, small issues like misfeeds or calibration errors can lead to unnecessary stoppages. Structured onboarding and clear troubleshooting checklists keep teams confident.
- Integration and timing issues: When conveyors and palletizers aren't perfectly synced, products misalign or jam. Run simulations before installation to eliminate timing conflicts.
Case studies
The following examples demonstrate measurable efficiency and safety gains from palletizing automation.
Orkla Foods (Sweden): Robots in a snack line
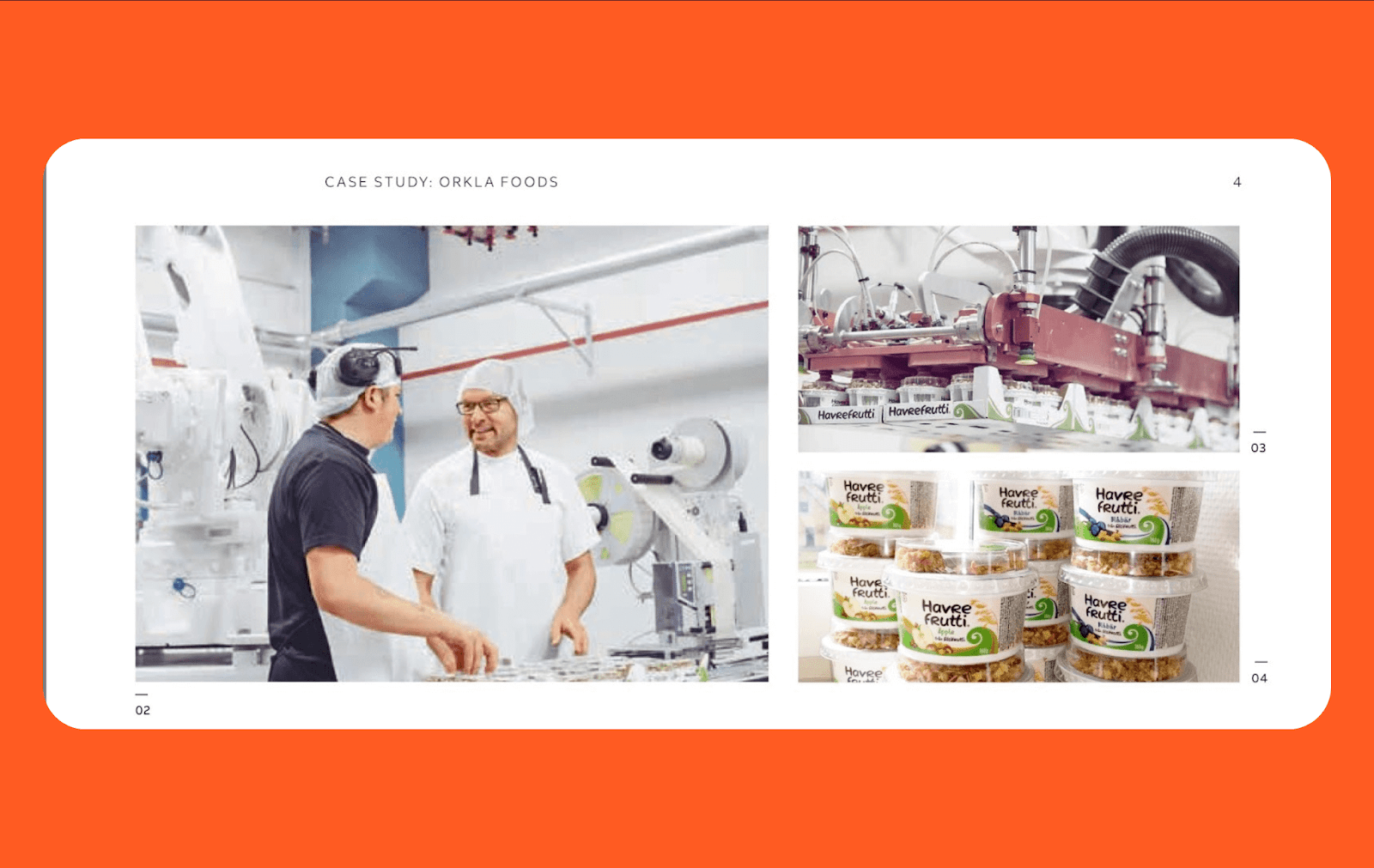
Orkla Foods needed flexible automated palletizing for a new snack line ahead of schedule. They chose ABB's IRB 460, a compact 4-axis robot that handles 60 kg loads at up to 2,190 cycles per hour. The robot’s speed and adaptability played a key role in helping Orkla meet a compressed launch timeline.
Lesson: When throughput demands are high and product changes are expected, choose a palletizer with headroom in cycle rate and payload for future growth.
Cascade Coffee (USA): Scaling with multiple cobot units

Cascade Coffee automated its palletizing using six Robotiq cobot palletizing units, replacing manual stacking under labor pressure. They achieved ROI in about 13 months. Output increased from about 2,500 cases per day on slower lines to 6,500–7,500 cases per day on higher-performing lines, according to Robotiq.
Lesson: For mid-volume operations, multiple coordinated cells can spread risk, reduce bottlenecks, and accelerate payback.
Palletizing with Standard Bots
Standard Bots offers two palletizing robots designed for different production needs.
- Standard Bots Core handles frequent product changes through its no-code interface and built-in vision, letting operators adjust stacking patterns in minutes instead of hours. The 18 kg payload and 1.3 m reach cover most case applications, while ±0.025 mm repeatability ensures stable pallet builds across product changeovers.
- Thor tackles 30 kg loads with a 2 m reach, maintaining ±0.025 mm repeatability even at maximum payload. The mobile base allows faster deployment without permanent floor anchoring in many layouts.
Both Standard Bots Core and Thor connect with conveyors and other equipment to move products efficiently from packing to shipping.
What's next for palletizing?
Next-generation palletizing systems will integrate AI, vision systems, and cloud analytics to handle varied products, predict maintenance requirements, and operate continuously with minimal supervision.
Expected developments include:
- AI and vision optimization: Machine vision guided by AI adjusts stacking in real time to handle varied shapes and sizes without manual reprogramming.
- Autonomous mobility: Factories are pairing palletizers with autonomous mobile robots that transport finished pallets between lines and docks, reducing forklift use and improving floor safety.
- Predictive maintenance: Sensors track vibration and torque to flag wear before failures occur. Predictive systems already reduce downtime in leading robotics deployments.
- Connected control and digital twins: Cloud-linked palletizers use digital twins to simulate stacking cycles, optimize speed, and schedule maintenance remotely.
The bottom line
Palletizers remove production bottlenecks. When volume increases, manual stacking creates delays and worker fatigue.
A palletizer automates stacking products onto pallets using sensors, vision, and programmed patterns. It builds stable loads across boxes, bags, and mixed packaging. Mechanical, robotic, cobot, and hybrid systems offer different speeds, flexibility, and space requirements, delivering better quality, higher throughput, and fast ROI.
Selection depends on throughput, product variety, weight capacity, space, and integration needs. Costs range from ~$50K for cobots to over $500K for high-speed systems. Modern features like quick changeovers, versatile grippers, and predictive maintenance boost productivity. Case studies show palletizers can double output and enable smarter, AI-enhanced automation.
Next steps with Standard Bots’ robotic solutions
Ready to automate palletizing? Standard Bots Thor is built for heavy-duty palletizing, while Core is the perfect six-axis cobot for flexible stacking tasks, delivering unmatched precision and reliability.
- Affordable and adaptable: Core costs $37k. Thor lists at $49.5k. Get high-precision automation at half the cost of comparable robots.
- Perfected precision: With a repeatability of ±0.025 mm, both Core and Thor handle even the most delicate tasks.
- Real collaborative power: Core’s 18 kg payload conquers demanding palletizing jobs, and Thor's 30 kg payload crushes heavy-duty operations.
- No-code simplicity: Our intuitive, no-code app makes it easy to teach Standard Bots robots to do everyday tasks. So, Core and Thor integrate smoothly with palletizing operations for advanced automation.
- AI-driven models: For complex, high-variance, and unpredictable tasks that are otherwise impossible to automate today, Standard Bots robots learn through our AI-driven vision-to-action models, similar to how full self-driving works.
- Safety-first design: Machine vision and collision detection mean Core and Thor work safely alongside human operators.
Schedule your on-site demo with our engineers today and see how Standard Bots Core and Thor can bring AI-powered greatness to your shop floor.
FAQs
1. What exactly is a palletizer?
A palletizer is a machine that automatically stacks boxes, bags, or containers onto pallets for shipping or storage. It reduces or eliminates manual lifting and improves stacking speed, safety, and consistency in production environments. Most modern palletizers use programmed stacking patterns to build stable pallet loads.
2. How is a palletizer different from a robotic arm or conveyor?
A palletizer is specialized for stacking finished goods into stable pallet loads. Conveyors move products between processes. General-purpose robotic arms can perform many tasks, including palletizing, but a palletizer combines robotic motion with stacking-specific software and tooling designed for pallet loads.
3. What types of palletizers exist?
Common palletizer types include mechanical, robotic, collaborative, and hybrid systems. Mechanical palletizers use layer-forming tables and work best for uniform products. Robotic and cobot palletizers rely on programmable arms for flexibility, compact footprints, and faster changeovers between different products.
4. How much does a palletizer cost?
Palletizing systems often range from $50,000 to several hundred thousand dollars, depending on repeatability, payload, speed, and integration requirements. Collaborative palletizing robots may start around $37,000 to $50,000 for the robot itself, while fully deployed palletizing cells typically cost more.
5. What's the average payback period for a palletizer?
The average payback period for a palletizer is between 12 and 24 months, depending on labor savings, throughput, and production volume. Higher-volume operations often see faster returns because labor reduction and consistency gains scale more quickly.
brighter future

Join thousands of creators
receiving our weekly articles.