Robotic case palletizing is one of the most practical upgrades on modern packaging lines. It replaces repetitive lifting with faster, safer stacking.
The global robotic palletizer market currently stands at approximately $1.52 billion and is projected to grow at a rate of 5.9% annually. As labor shortages deepen, automation with cobots and high-speed industrial machines will bring speed, accuracy, and consistency to factories.
In 2026, case palletizing robots can adapt to mixed case sizes, and deliver a return on investment in roughly 18 to 24 months.
The 3 best case palletizing robots in 2026: TL;DR
What is robotic case palletizing?
Robotic case palletizing is an automated system where an industrial robot precisely stacks cases of various sizes and types onto a pallet in a programmed, stable pattern. Instead of relying on manual labor, these systems pick cases from a conveyor, orient them for balance, and place them in precise stacking patterns to build stable pallets.
Unlike traditional palletizers that handle identical products, robotic case palletizers use vision systems and adaptive grippers to manage mixed sizes and weights. This flexibility allows them to serve multiple packaging lines at once, a task conventional machines can’t easily achieve.
A typical workflow follows a simple path
Conveyor infeed → case detection → robotic pick → orientation and placement → full pallet discharge.
Depending on the setup, this can involve articulated arms, SCARA systems, collaborative robots, or fully automatic palletizing machines integrated with conveyors and wrapping stations.
In short, robotic case palletizing gives manufacturers the speed of industrial automation with the versatility to handle the unpredictability of real-world packaging.
Top 3 robotic case palletizing systems in 2026
1. Standard Bots: Best for flexible case handling
Standard Bots Core and Thor are two versatile palletizing robots that deliver high accuracy and fast deployment. Built entirely in-house, Standard Bots designs both the hardware and software for Core and Thor, ensuring tight integration and fast support.
.png)
Standard Bots Core is built for compact packaging cells where space and speed both matter. It offers ±0.025mm repeatability and an 18kg payload, making it ideal for light to medium-duty palletizing. With its intuitive no-code interface, operators can set up patterns and box orientations directly from a touchscreen without any coding experience.
Its 3D vision camera adjusts grip positions in real time, maintaining accuracy even with mixed-size cases.
Specs:
- Reach: 1.3m
- Payload: 18kg
- Power: 110 to 240V standard
- Cycle rate: Up to 12 cases per minute
- Vision: 3D camera for mixed-case detection
- Safety: Built-in collision detection, ISO 10218 compliant
Best for: Manufacturers of all sizes needing flexible robotic palletizing within tight floor plans.
.png)
Standard Bots Thor is the heavy-duty companion to Core, purpose-built for higher throughput and larger payloads. It features a 30kg payload capacity and an extended reach of 2m, suited for bulk palletizing or oversized cases. Thor’s adaptive path-planning algorithms allow seamless stacking even in high-speed, multi-line operations.
Its rigid frame and precision drive system maintain smooth motion at higher speeds, while modular mounting options simplify integration with conveyors and wrapping systems.
Specs:
- Reach: 2m
- Payload: 30kg
- Power: 110 to 240V industrial input
- Vision: Integrated AI-guided depth sensors
- Safety: Collision avoidance and dynamic speed control
- Cycle rate: Up to 18 cases per minute
Best for: Manufacturers handling heavier boxes or multi-line palletizing who want higher output without compromising precision.
2. FANUC M-410iC/110: Best for high-speed palletizing
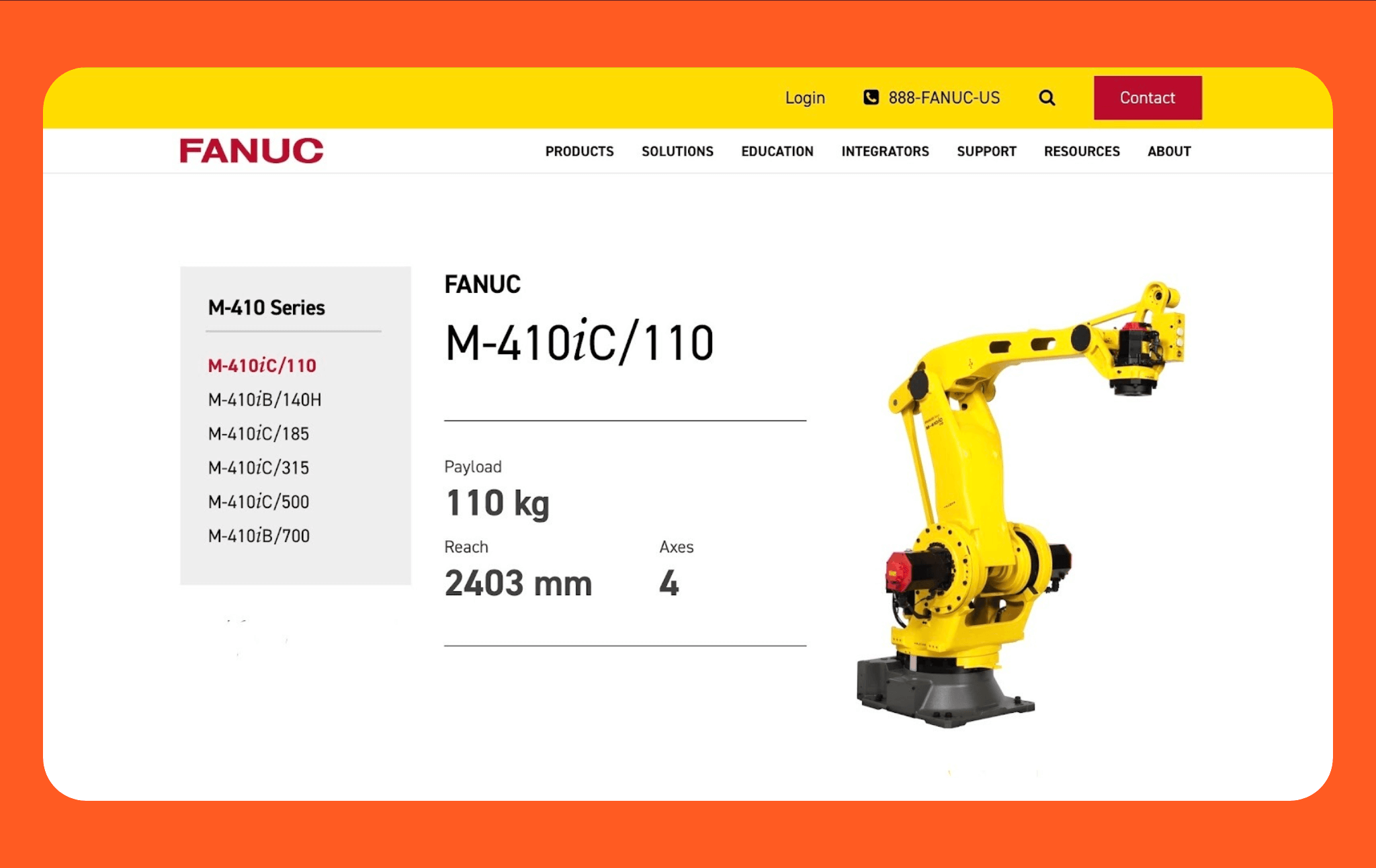
The FANUC M-410iC/110 is built for raw speed and durability in large-scale operations. It can perform up to 2,200 cycles per hour while lifting payloads to 110kg, making it one of the fastest robotic case palletizers on the market. Its strong frame and hollow wrist design reduce cable interference and maintenance downtime, ensuring continuous production.
Paired with FANUC’s R-30iB Plus controller, it delivers smooth motion even at high speeds, ideal for food, beverage, and consumer goods packaging. While initial setup and integration require more time than cobot systems, its long service life and uptime easily justify the investment for high-volume facilities.
Specs:
- Mounting: Pedestal or overhead
- Axis configuration: 4-axis industrial arm
- Reach: 2.4m with 110kg payload capacity
- Controller: R-30iB Plus with iRPickTool software
Best for: High-throughput lines that need continuous palletizing of heavy or uniform cases with maximum reliability.
3. Universal Robots UR10e: Best collaborative option
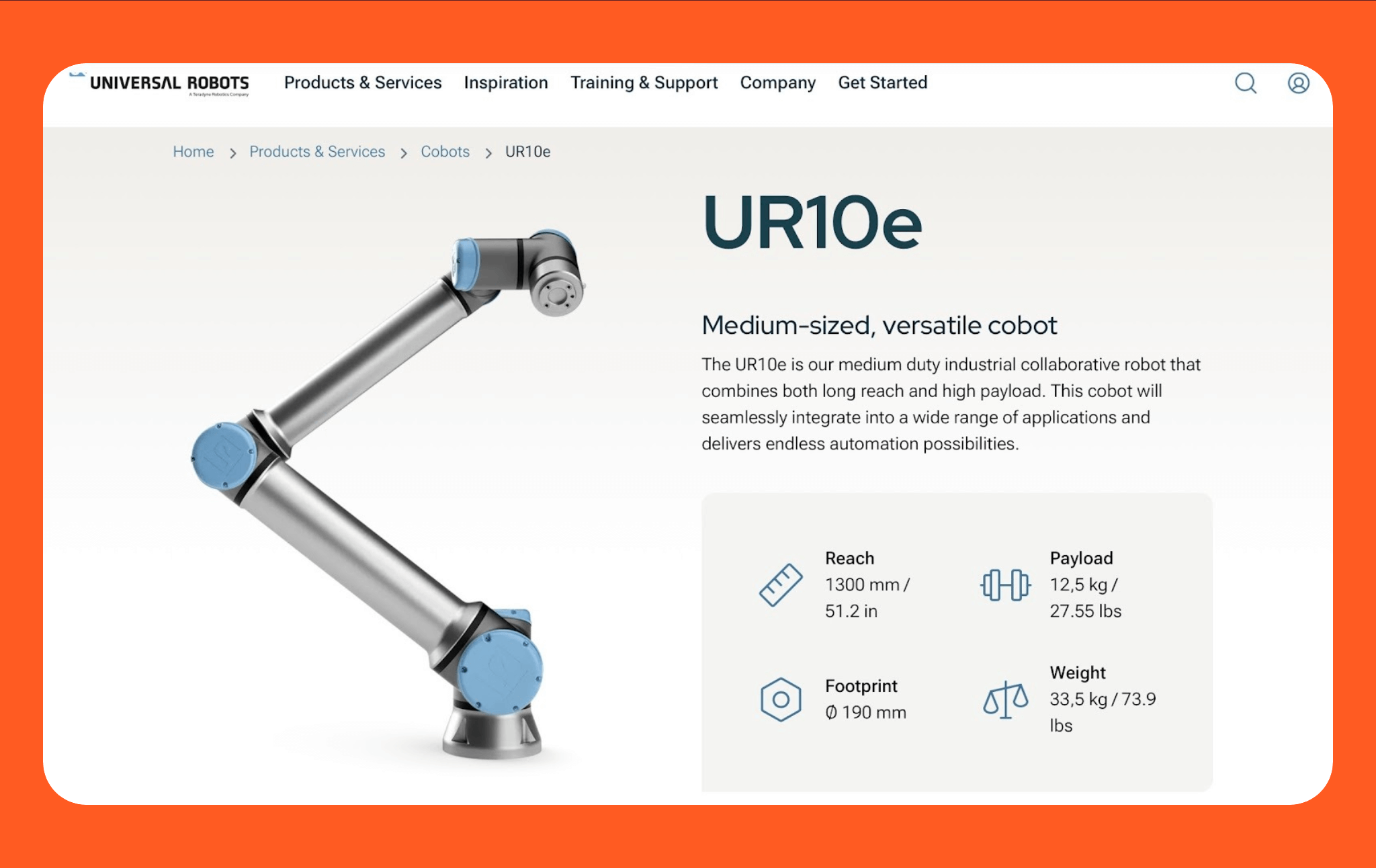
The UR10e from Universal Robots brings collaboration and flexibility to smaller or mixed-use workspaces. With a 12.5kg payload and 1300mm reach, it automates repetitive palletizing tasks while safely working beside human operators. Its intuitive interface allows pattern setup through drag-and-drop programming, minimizing downtime during product changeovers.
Its lightweight and quick redeployment make it ideal for factories that need automation without permanent installations. The UR10e can pair with plug-and-play grippers, vacuum tools, and vision kits, giving it strong adaptability across industries such as logistics, consumer goods, and pharmaceuticals.
Specs:
- Robot weight: 33.5kg
- Compliance: TÜV-certified for collaborative use
- Connectivity: Ethernet/IP and Modbus TCP support
- Setup time: Under one day for standard deployments
- Motion range: ±360° joint rotation for top-layer stacking
Best for: Facilities that need a portable, easy-to-use palletizer for light to medium boxes in shared or dynamic production spaces.
Why are manufacturers switching to case palletizing robots?
Manufacturers are switching to case palletizing robots to improve safety, productivity, and consistency on their packaging lines. Across real facilities, Standard Bots deployments have already cut manual lifting hours and simplified operator training.
- Reduced labor fatigue and injury risk: Robots take over repetitive, heavy lifting, helping factories lower workplace injuries and retain workers in physically demanding environments.
- Higher throughput and uptime: Palletizing robots keep production running continuously, maintaining steady cycle times and eliminating downtime caused by fatigue or shift changes.
- Consistent stacking accuracy: Automated systems stack every layer with millimeter precision, protecting cases from compression damage during transport.
- Flexibility for different box sizes: Modern grippers and vision systems handle various case dimensions without mechanical adjustments.
- Lower operational costs: Automation cuts manual labor expenses, reduces rework, and achieves ROI in roughly 18 to 24 months.
- Improved safety and compliance: Collaborative robots with vision and collision detection meet ISO 10218 standards for human-safe operation.
Key factors to consider before buying a robotic case palletizer
Key factors to consider before buying a robotic case palletizer include throughput targets, workspace, and integration needs. You should evaluate these before purchasing to ensure that your system aligns with your production goals and ROI expectations.
- Throughput goals: Define your required cases per minute to size the robot correctly. A mismatch between conveyor speed and robot cycle time can create bottlenecks downstream.
- Payload and reach: Match the robot’s payload capacity to your heaviest case and its reach to your pallet height and cell layout.
- Gripper design: Choose suction, clamp, or hybrid grippers depending on box material and surface quality. Poor gripper selection can cause mispicks or crushed cartons.
- Safety requirements: Decide between fenced industrial systems and collaborative models that work safely alongside operators.
- Floor space and layout: Assess how much area the robot, conveyor, and pallets will occupy, and simulate the layout digitally before installation.
- Programming interface: No-code systems like those from Standard Bots make setup and job changes faster than scripted programming.
- Integration and connectivity: Ensure the robot communicates smoothly with conveyors, sensors, and warehouse management systems.
- After-sales support and service: Confirm access to local technicians, spare parts, and remote diagnostics for minimal downtime.
How much does a case palletizing robot cost?
The cost of a case palletizing robot in 2026 ranges from about $25,000 to over $300,000, depending on its automation level, payload capacity, and integration depth (such as vision, conveyors, or safety systems). Here’s how those price tiers typically break down across the market.
Most small and mid-size manufacturers fall into the first two tiers.
Standard Bots acts as a rare exception in this space, both Core and Thor cobots list under $50k, yet deliver full six-axis motion, ±0.025mm precision, built-in vision (Core), and no-code setup that rivals systems costing twice as much.
How to implement robotic case palletizing successfully
Implementing robotic case palletizing successfully requires planning, testing, and training. Before deploying a robot, you should follow these steps to ensure a smooth startup and sustained ROI.
- Start with a site audit: Measure floor space, conveyor height, and pallet zones to confirm that the robot can reach all required positions safely.
- Map case dimensions: Record the weight, size, and material of every SKU to choose the correct gripper and stacking pattern.
- Simulate pallet patterns: Use 3D modeling software to test different layer configurations and optimize load stability before programming.
- Validate end effector design: Test suction or clamp grippers under real production conditions to ensure reliable picks and placements.
- Train operators and maintenance staff: Teach basic robot operation, pattern adjustments, and safety procedures to minimize downtime.
- Monitor performance data: Track uptime, rejected cases, and cases-per-hour metrics to identify bottlenecks and refine patterns over time.
Common mistakes to avoid
Common mistakes to avoid in robotic case palletizing often stem from poor setup, mismatched hardware, or limited operator training. Avoiding these errors keeps your system reliable, consistent, and performing at full speed from day one.
- Ignoring box size variability: Not accounting for slight differences in case dimensions can lead to misalignment or unstable pallets. Use vision sensors or adaptive grippers to adjust in real time.
- Overlooking gripper compatibility: A mismatched end effector can damage cartons or fail to pick cases securely. Always test the gripper with your lightest and heaviest boxes.
- Underestimating cycle time vs. conveyor speed: If the robot’s cycle rate can’t keep up with your line, cases will accumulate or fall behind schedule. Simulate throughput early in design.
- Failing to plan pallet changeovers: Without an automated or well-coordinated pallet exchange, operators can become a bottleneck between full loads.
- Skipping employee retraining: Even the best system fails without trained operators. Teach staff how to adjust stack patterns, restart the cell, and interpret alerts correctly.
Summing up
Robotic case palletizing has evolved from a high-cost industrial option to a practical solution for almost any packaging line. Modern systems combine precision, safety, and ease of use to deliver measurable productivity gains. By automating repetitive stacking tasks, manufacturers cut labor costs, improve pallet consistency, and keep operations running 24/7.
As software improves and integration becomes faster, even mid-sized factories can now justify automation, with payback periods often under two years. Whether using cobots or high-speed industrial arms, robotic case palletizers are transforming end-of-line operations into safer, more predictable, and more profitable processes.
Next steps with Standard Bots’ robotic solutions
Standard Bots Core and Thor are perfect six-axis robot additions to case palletizing operations, delivering precision and flexibility without traditional robotic cell costs.
- Affordable and adaptable: Core lists at $37k and Thor at $49.5k, delivering high-precision automation at half the cost of traditional robots.
- Precision and power: With repeatability of ±0.025 mm, Core’s 18 kg payload and Thor’s 30 kg payload handle palletizing tasks ranging from lightweight boxes to heavy cases.
- AI-driven simplicity: Equipped with advanced demonstration learning and real-time adaptation through Standard Bots' vertically integrated AI platform, Core and Thor integrate smoothly with conveyors, sensors, and palletizing systems for advanced automation.
- Safety-first design: Machine vision and collision detection mean Core and Thor work safely alongside human operators.
Schedule your on-site demo with our engineers today and see how Standard Bots Core or Thor can automate case palletizing in your facility.
FAQs
1. What is the difference between a palletizing robot and a case palletizing robot?
The difference between a palletizing robot and a case palletizing robot lies in their level of specialization and how they handle different product types. A palletizing robot can lift and stack bags, cartons, drums, or trays in high-volume operations. A case palletizing robot, however, is specifically engineered for stacking boxed goods at the end of packaging lines.
2. How fast can a robotic case palletizer stack cases?
A robotic case palletizer can stack between 8 and 25 cases per minute, depending on payload, case weight, and pallet pattern complexity. Smaller cobots like the Universal Robots UR10e typically achieve 8 to 12 cases per minute, while mid-range industrial arms reach up to 20 cases per minute.
3. How safe are collaborative palletizing robots?
Collaborative palletizing robots are extremely safe when installed correctly. They meet global safety standards such as ISO 10218, which set limits for speed, force, and contact pressure. These robots use advanced safety features, including torque sensors, vision-based zone monitoring, and collision detection that let them work beside people without fencing.
4. What is the average ROI timeline for case palletizing automation?
The average ROI timeline for case palletizing automation ranges from 18 to 24 months, though some facilities recover costs even sooner. Return on investment depends on labor savings, shift usage, and rework reduction.
5. What industries benefit most from robotic case palletizing?
Industries that benefit most from robotic case palletizing are food and beverage, pharma, electronics, and logistics, as they handle high volumes of boxed or packaged products. Food and beverage producers use these systems to manage heavy cartons efficiently and keep perishable goods moving through distribution centers. Pharmaceutical and electronics manufacturers also depend on them for precise, contamination-free stacking.
brighter future

Join thousands of creators
receiving our weekly articles.