Chemical robots automate chemical handling, synthesis, testing, and analysis in labs and production plants.
In 2025, chemical robot costs range between $50,000 and $300,000+. They come in compact lab units and large industrial systems. Chemical robots improve precision, safety, and throughput while reducing human exposure to hazardous materials.
The global plastic and chemical robotics market is projected to reach $6.1 billion by 2033, growing at 10.5% annually. This rise reflects how chemical industry robotics integration is becoming a necessity across plants and labs.
What is a chemical robot?
A chemical robot is a robotic system designed to perform tasks within the chemical industry, including chemical synthesis, analysis, and manufacturing processes. These robots are equipped with specialized hardware, sensors, and control systems to handle chemicals and conduct reactions with precision and safety.
Chemical robots can be simple machines built for one job or advanced systems that use AI to carry out multi-step chemical processes on their own.
There are two main types:
- Lab-based chemistry robots: Small, precise machines used in research labs, pharmaceutical development, and quality testing. They can perform tasks like chemical synthesis, spectroscopy, chromatography, or sample preparation jobs that require accuracy and repeatability.
- Industrial chemical manufacturing robots: Larger robots built for chemical plants. They handle bulk mixing, reaction control, and moving hazardous materials. These systems can work around the clock and integrate with other factory equipment for smooth production.
Some chemical robots are closely related to other technologies, such as pharmaceutical robots for drug manufacturing, adhesive dispensing robots for precise liquid application, and chemical etching robots used in electronics and aerospace.
Cost of chemical robots in 2025
The cost of a chemical robot depends heavily on its scale, materials, and intended application. While manufacturers rarely publish full pricing, current market data and vendor quotes give a general range.
- Lab-based chemistry robots: Typically start around $50,000 for benchtop systems capable of automated synthesis, sample preparation, and analysis. More advanced units with integrated spectroscopy or chromatography modules can exceed $150,000.
- Industrial chemical manufacturing robots: Standard six-axis robots adapted for chemical environments generally range from $50,000 to $200,000+, depending on payload, reach, and corrosion-resistant construction. High-end, explosion-proof, or ATEX-certified models can surpass $300,000, especially when paired with custom containment and safety systems.
Specialized materials like titanium alloys or fluoropolymer coatings increase total cost, but specific price premiums vary by project and supplier. Integration with PLC/MES systems and safety retrofits for hazardous work areas also contributes significantly to the total investment.
For smaller operations, leasing and financing options are available through robotics vendors and integrators. These often span 12 to 60 months and may include maintenance, making advanced chemical manufacturing automation accessible without the full upfront cost.
ROI and payback timelines
Most chemical robots deliver a return on investment (ROI) within 18 to 36 months, depending on production scale, operating hours, and material costs. Facilities running continuous 24/7 shifts or handling high-value chemicals often achieve payback faster due to reduced waste, lower labor costs, and minimized safety incidents.
Key factors that accelerate ROI:
- Continuous operation without downtime between shifts
- Improved product consistency, leading to fewer rejected batches
- Automation of hazardous tasks, reducing PPE and compliance expenses
- High material value, where even small reductions in scrap yield significant savings
Applications of chemical robots in 2025
1. Chemical manufacturing automation
In high-volume plants, chemical robots control mixing, reaction parameters, and hazardous material handling. They regulate temperature, pH, and dosing rates down to exact specifications, ensuring consistent product quality across batches.
Robots equipped with corrosion-resistant components can operate in environments containing strong acids, solvents, or high-pressure reactors. This capability supports large-scale chemical manufacturing automation, where even slight deviations can impact safety or profitability.
2. Robotic chemical analysis
In R&D labs and quality control departments, chemical robots carry out spectroscopy, chromatography, titration, and other analytical methods with exact sample preparation and handling. By removing inconsistencies from manual work, robotic chemical analysis boosts both speed and reliability, allowing labs to process hundreds of samples per day without operator fatigue.
These systems often integrate with Laboratory Information Management Systems (LIMS) for fully traceable results.
3. Chemical etching and surface treatment
In sectors like electronics manufacturing and aerospace, robots perform chemical etching to create precise patterns or prepare component surfaces. Automated control ensures uniform depth, timing, and chemical application, reducing the risk of defects.
This is critical for chemical etching robotic components in printed circuit boards, turbine blades, and high-performance coatings, where tolerances are extremely tight.
4. Safe chemical manufacturing
Chemical robots with enclosed workcells, fume extraction, and leak detection enable safe chemical manufacturing in processes involving toxic vapors, reactive gases, or explosive powders. Integrated emergency shutdowns and automated containment protocols minimize risk to personnel while maintaining production.
Compliance with GMP, ISO, and ATEX safety standards is often built into these setups.
5. Mobile robots in the chemical industry
Autonomous mobile robots (AMRs) are increasingly deployed for internal material transport in chemical plants. They move hazardous substances, raw materials, and finished goods between storage, processing, and packaging areas.
Equipped with spill-proof containment and navigation sensors, these robots reduce forklift traffic and manual handling.
Advantages of chemical robots
Advantages of chemical robots include higher throughput, consistent quality, reduced human exposure to hazards, and lower long-term operating costs. These benefits translate into improved efficiency for both research labs and large-scale production facilities.
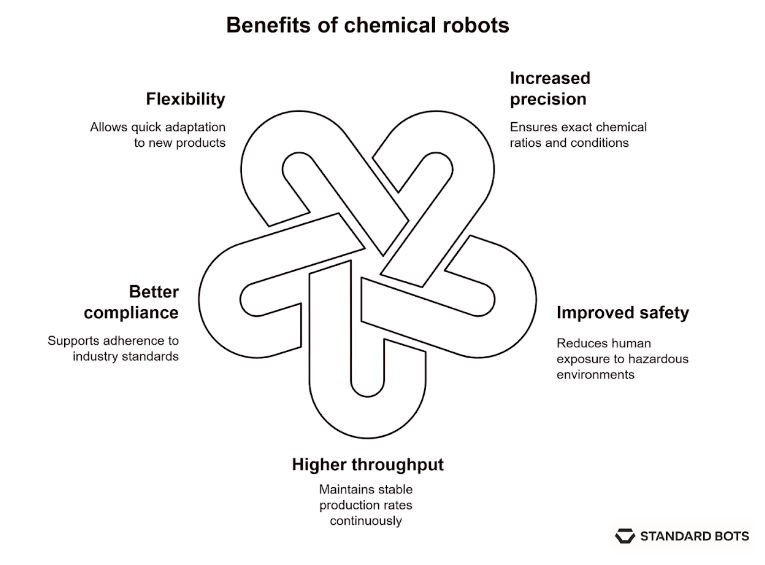
1. Increased precision and repeatability
Chemical robots can measure, mix, and dispense materials with precision down to ±0.1 mm or better. This ensures exact chemical ratios and reaction conditions, eliminating inconsistencies between batches. In industries such as pharmaceuticals or specialty coatings, this accuracy directly impacts performance, product lifespan, and regulatory approval.
2. Improved safety in hazardous environments
By automating tasks in areas with toxic vapors, corrosive substances, or explosive atmospheres, chemical robots reduce the need for human exposure. Many are housed in sealed workcells with integrated leak sensors, negative-pressure ventilation, and emergency shutdown systems. This allows safe handling of high-risk chemicals while keeping processes compliant with strict safety codes.
3. Higher throughput and continuous operation
Chemical robots can operate continuously across multiple shifts, maintaining stable production rates without performance drops. They remove downtime caused by manual fatigue, shift changes, or inconsistent handling. For processes with long reaction cycles or high-volume mixing, this consistent operation can significantly increase plant output.
4. Better compliance with industry standards
Automation supports compliance with GMP, ISO, and ATEX standards by logging every process variable, material transfer, and control action. This complete traceability makes audits faster and reduces the risk of undocumented deviations. Built-in safeguards ensure that temperature, pressure, and dosing limits remain within regulatory thresholds.
5. Flexibility in multi-product facilities
Many chemical robots can be quickly reprogrammed to accommodate new product lines or altered formulations. Tooling changes, dosing adjustments, and process parameters can be updated without major mechanical modifications. This adaptability allows facilities to respond quickly to market changes while keeping production efficient and safe.
Challenges and limitations
Challenges and limitations of chemical robots range from high initial costs to complex maintenance and integration hurdles.
- High upfront integration costs: Installing chemical robots, especially for hazardous material handling, often requires specialized enclosures, corrosion-resistant components, and safety-rated control systems. These add to the base hardware cost and can make the initial investment significant, particularly for smaller operations.
- Specialized maintenance requirements: Chemical exposure can degrade seals, sensors, and actuators faster than in other industries. Maintenance teams need training in both robotics service and chemical safety to prevent contamination and maintain performance.
- Operator training needs: Staff must understand both robot programming and chemical process safety. Training programs often cover PLC/MES integration, hazard awareness, and emergency response, which adds time and cost to implementation.
- Compatibility with legacy systems: Older production lines may lack the data interfaces needed for smooth integration. Retrofitting these systems for chemical industry robotics integration may require additional hardware, middleware, or phased deployments.
- Complex regulatory compliance: Meeting GMP, ISO, and ATEX standards in automated chemical production requires documentation, validation, and regular audits. Any change in process, such as switching chemicals or upgrading software, may trigger the need for revalidation, which can delay operations.
Safety and compliance requirements
Safety and compliance requirements for chemical robots ensure worker protection, environmental safety, and regulatory adherence.
Integration into existing production lines
Integration of chemical robots into existing production lines involves assessing space, planning installation, syncing with current equipment, and workflow design. The integration process should also minimize disruption while adding automated chemical handling to your operations.
Planning and layout
Integrating a chemical robot begins with assessing the available space, workflow design, and environmental conditions. The installation plan should account for safety zones, access for maintenance, and proper positioning to handle chemical materials efficiently.
In older facilities, this often involves electrical and control upgrades, corrosion-resistant cabling, and chemical-proof enclosures to ensure the workspace meets safety and performance standards.
Compatibility with existing systems
For smooth operation, the robot must work with the plant’s existing control infrastructure. This includes integration with PLC (Programmable Logic Controller) and MES (Manufacturing Execution System) networks to enable real-time process adjustments, compliance tracking, and automated data logging.
In multi-product facilities, choosing hardware with modular components or reprogrammable tooling ensures the new robot can adapt to different product lines without extensive retrofitting.
Managing downtime during integration
To avoid production losses, many facilities use a staged approach. Modular deployment allows the robot to be set up alongside current processes, while temporary manual or semi-automated lines keep output steady during calibration, programming, and validation.
Mobile platforms such as Robotnik or compact arms like the UR3 robot can be introduced gradually, minimizing disruption and ensuring operators have time to adapt to new workflows.
Final thoughts: Future trends in chemical industry robotics
Chemical robots automate laboratory and manufacturing processes with systems ranging from $50,000 lab units to $300,000+ industrial installations. These specialized machines deliver 18–36 month ROI through reduced labor costs, eliminated waste, and consistent output while keeping humans away from hazardous chemicals. Continuous operation outperforms manual processes in precision and throughput.
Advanced process optimization will fine-tune chemical reactions in real time for better yield and energy efficiency. Collaborative robots designed for hazardous environments will bring automation to smaller plants without extensive safety barriers. Predictive maintenance will detect wear, corrosion, or contamination in pumps and reactors before equipment failures cause production shutdowns.
Next steps with Standard Bots’ robotic solutions
Looking to upgrade your automation game? Standard Bots’ RO1 is the perfect six-axis cobot addition to any chemical manufacturing setup, delivering unbeatable precision and flexibility.
- Affordable and adaptable: RO1 costs $37K (list price). Get high-precision automation at half the cost of traditional robots.
- Precision and power: With a repeatability of ±0.025 mm and an 18 kg payload, RO1 handles demanding chemical handling, dosing, and inspection tasks.
- AI-driven simplicity: Equipped with AI capabilities on par with GPT-4, RO1 integrates smoothly with chemical production lines for advanced automation.
- Safety-first design: Machine vision and collision detection mean RO1 works safely alongside human operators, even in sensitive chemical environments.
Schedule your on-site demo with our engineers today and see how RO1 can bring AI-powered efficiency to your facility.
FAQs
1. How much does a chemical robot cost to maintain each year?
The cost to maintain a chemical robot each year is usually 5–20% of its purchase price. This covers preventive servicing, calibration, replacement of seals or corrosion-resistant components, and updates to control software to keep the system operating safely and efficiently.
2. What certifications are required for a chemical robot to be GMP compliant?
The certifications required for a chemical robot to be GMP compliant include ISO 9001 for quality management, ISO 45001 for occupational health and safety, and documented process validation for every automated operation. These ensure the robot meets Good Manufacturing Practice standards for regulated industries.
Additional requirements include Installation Qualification (IQ), Operational Qualification (OQ), and Performance Qualification (PQ) protocols, with validation documentation typically requiring 3–6 months for complete regulatory approval and FDA compliance.
3. Can chemical robots be retrofitted into existing production lines without major downtime?
Yes, chemical robots can be retrofitted into existing production lines without major downtime by using modular deployment or running parallel production setups during installation. This approach allows testing and calibration while normal production continues.
4. How long does it typically take to achieve ROI after installing a chemical robot?
It typically takes 18 to 36 months to achieve ROI after installing a chemical robot, depending on production scale, operating hours, and the value of materials being processed. High-volume operations with continuous shifts often recover costs faster. Facilities operating 24/7 shifts can achieve ROI payback in as little as 9 to 12 months.
5. What training do operators need before working alongside chemical robots?
The training operators need before working alongside chemical robots includes learning robot programming, understanding chemical process safety, and practicing emergency shutdown procedures. This ensures both safe handling of materials and correct robot operation.
Complete training programs typically require 40–80 hours covering equipment-specific operation, hazard recognition, and regular safety drills, with ongoing refresher sessions needed every 6–12 months to maintain certification.
6. How do chemical robots manage hazardous waste disposal safely?
Chemical robots manage hazardous waste disposal safely by using sealed transfer systems, automated containment units, and integration with the facility’s waste treatment systems. These measures prevent leaks, spills, and environmental contamination.
Advanced systems incorporate AI-powered sorting with spectroscopy sensors for precise material identification, automated neutralization processes, and real-time monitoring that can detect containment failures within seconds to trigger immediate safety protocols.
7. Which software platforms are commonly used to program chemical robots?
The most commonly used software platforms to program chemical robots are Python, LabVIEW, MATLAB, C#, and PLC-based control systems. Python leads laboratory automation and LabVIEW excels in real-time control applications and hardware interfacing, whereas MATLAB is preferred for complex data analysis and algorithm development.
C# is often used for Windows-based industrial applications, and PLC systems dominate production-scale chemical manufacturing for controlling reactors, automated material handling, and continuous processes.
Join thousands of creators
receiving our weekly articles.